
Nichtrostende Stähle und Nickelbasislegierungen werden häufig für viele Anwendungen in korrosiven Umgebungen gewählt. Während die Korrosionsbeständigkeit sie zu einer guten Wahl macht, kann das schlechte tribologische Verhalten eine breitere Verwendung dieser Werkstoffe verhindern. Das Kolsterising® ist eine bewährte Methode zur Oberflächenhärtung dieser Werkstoffe durch die Diffusion von Kohlenstoff. In diesem Beitrag sollen die Verbesserungen hervorgehoben werden, die typischerweise bei den mechanischen Eigenschaften, einschließlich der Abriebfestigkeit, der Verschleißfestigkeit und der Kavitationserosion, zu beobachten sind. Untypischerweise werden diese Eigenschaften aufgrund der Art des Verfahrens im Allgemeinen ohne die üblicherweise damit verbundene Verringerung der Korrosionsbeständigkeit verbessert. Die Verbesserungen der Eigenschaften werden anhand neuer und vorhandener Daten aus Europa und Nordamerika aufgezeigt.
Wenn flüssige oder gasförmige Medien und Partikel mit der Oberfläche korrosionsbeständiger Werkstoffe in Berührung kommen, besteht die Gefahr eines vorzeitigen Verschleißes. Darüber hinaus ist es für drucktragende Bauteile in Ventilen von entscheidender Bedeutung, dass die strukturelle Integrität erhalten bleibt, da dieser vorzeitige Verschleiß und das Aufreiben zu einem Verlust der Wirksamkeit oder zum Ausfall führen kann. In der Vergangenheit wurden viele Beschichtungen und Wärmebehandlungsverfahren eingesetzt, um diese Probleme zu bekämpfen. Eine neuere Technologie ist die Oberflächenhärtung bei niedrigen Temperaturen zum Schutz der Armaturenkomponenten in rauen Umgebungen.
Austenitische nichtrostende Stähle
Die Vor- und Nachteile austenitischer nichtrostender Stähle sind allgemein bekannt, und die positiven Aspekte wie hohe Korrosionsbeständigkeit, hohe Zähigkeit und nichtmagnetische Eigenschaften werden seit vielen Jahren genutzt. Die inhärenten Schwächen wie geringe Festigkeit, geringe Verschleißfestigkeit und Anfälligkeit für Lochfraß, Spannungs- und Spaltkorrosion haben ihre Verwendung in bestimmten Anwendungen jedoch zunichte gemacht.
Konventionelle Aufkohlung
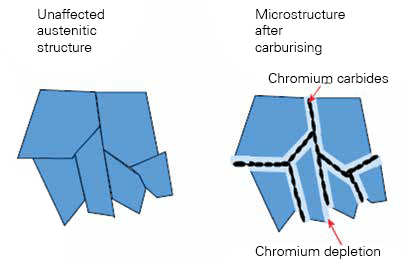
Beim herkömmlichen Aufkohlen oder Nitrieren bilden sich aufgrund der hohen Prozesstemperaturen (>500 ºC) in der Regel Chromkarbide oder Nitride an den Korngrenzen. Dies führt zu einer Verarmung an Chrom und einem Verlust an Korrosionsbeständigkeit (siehe Abbildung 1).
Kolsterising®
Beim firmeneigenen Kolsterising® diffundiert der Kohlenstoff interstitiell in die FCC-Matrix und verursacht Druckeigenspannungen (siehe Abbildungen 2 und 3). Aufgrund der niedrigen Temperaturen bilden sich keine Chromkarbide im expandierten Austenit, auch SPhase genannt. Dadurch erhöht sich die Oberflächenhärte erheblich, ohne dass die Korrosionsbeständigkeit beeinträchtigt wird.


Details zum Prozess
Das Kolsterising® wurde nie patentiert, so dass die tatsächlichen Parameter Bodycote vorbehalten bleiben. Die grundlegenden Details sind jedoch:
- Die Oberflächenhärte erhöht sich typischerweise auf 800 bis 1200 HV0,05 (entspricht 65 bis 72 HRc)
- Low temperature process (< 500ºC or < 932ºF)
- In die Oberfläche diffundierter Kohlenstoff in großen Mengen (typischerweise 8-10 Gew.-%)
- Diffusionsschicht von 10 bis 40 μm (0,0004" bis 0,00157") in austenitischem rostfreiem Stahl
- Kann sowohl kleine Teile in großen Mengen als auch größere Teile mit individueller Behandlung behandeln
- Keine Veränderung der Größe durch niedrige Temperaturen
Damit das Verfahren möglichst erfolgreich ist, muss das Vorhandensein von δ-Ferrit und Verformungsmartensit entfernt oder zumindest minimiert werden (siehe Abbildung 4).

Mechanisches Prüfprogramm
Neues Programm
In Zusammenarbeit mit dem Werk von Bodycotein Skokie, IL, wurde ein Testprogramm entwickelt. Das Probenmaterial wurde von einem örtlichen Stahlwerk beschafft und eher nach Verfügbarkeit als nach optimaler Eigenschaftsentwicklung ausgewählt. Für das Programm wurden die Legierungen AISI 304, AISI 316 und die Duplexlegierung SAF 2205 verwendet. Das Material wurde in Chargen aufgeteilt, eine für die Referenz (unbehandelt) und eine für das Kolsterising®. Die Kolsterising® Proben wurden vor der Behandlung in einer Vakuumlösung wärmebehandelt.
Mechanische Eigenschaften und Härte
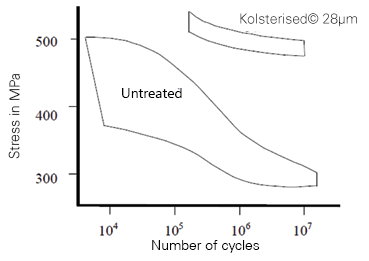
An diesen Proben wurden verschiedene Tests durchgeführt. Die nachstehend aufgeführten Ergebnisse beziehen sich auf die aussagekräftigsten mechanischen Eigenschaften. Die Ermüdungsfestigkeit ist in der Regel um 10 bis 100 % erhöht, siehe Abbildung 5.
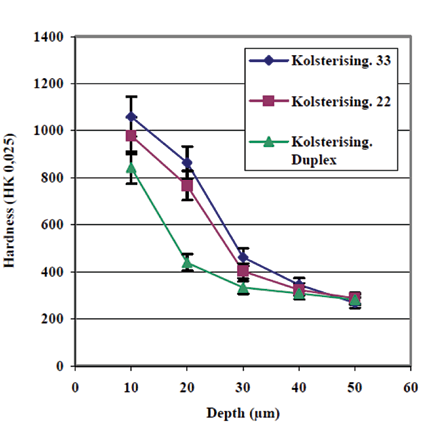
Die Oberflächenhärte ist von größter Bedeutung für die Erhöhung der Verschleiß- und Fresssicherheit. Es gibt drei "normale" Kolsterising® : 33 Mikrometer, 22 Mikrometer und Duplex. Die Angaben "33" und "22" beziehen sich auf die nominale Einsatztiefe in Mikron. Für Duplex-Legierungen ist eine spezielle Behandlung erforderlich, da bei hohen Behandlungstemperaturen die Gefahr der Versprödung besteht.
Die Oberflächenhärte sollte mit Mikro-Vickers oder Knoop gemessen werden, wobei eine maximale Belastung von 50 gf zu verwenden ist. Siehe die Messung des Härteprofils in Abbildung 6 für verschiedene Behandlungen an einer standardisierten lösungsgeglühten 316L-Probe.
Widerstandsfähigkeit
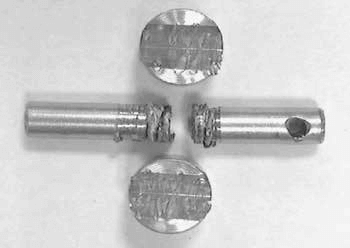
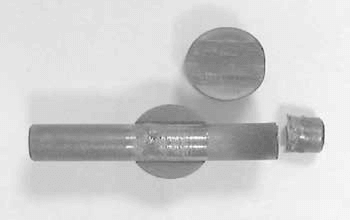
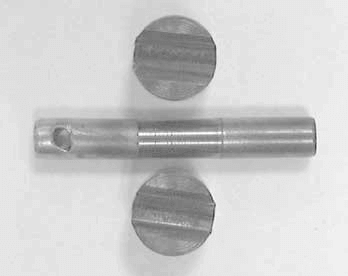
Die mangelnde Beständigkeit gegen Abrieb ist ein schwerwiegender Mangel der austenitischen nichtrostenden Stähle, über den schon oft berichtet wurde. Zur Bewertung der Abriebfestigkeit der einzelnen Proben wurde ein Faville-Test durchgeführt. Bei diesem Test wird eine Welle mit 330 U/min gedreht, während sie in einem Backenpaar mit einer Schließkraft von 707 N gehalten wird. Die folgenden Fotos zeigen die Welle und die Backen nach dem Test unter drei Bedingungen: unbehandelt (Abbildung 7), konventionelle
Nitrieren (Abbildung 8) und Kolsterising® (Abbildung 9).
Abriebfestigkeit
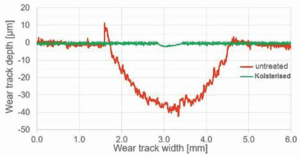
Kugel-auf-Scheibe-Verschleißtest. Eine Aluminiumoxidkugel, Ø 5 mm, wurde mit einer Kraft von 20 N gegen die zylindrische Oberfläche einer rotierenden Scheibe gepresst. Während die Scheibe unter Druck stand, wurde sie mit einer Geschwindigkeit von etwa 50 mm/s gedreht. Die Rotation dauerte etwas mehr als 2,5 Stunden und ergab eine kontinuierliche Verschleißspur von 500 m über die Scheibe. Diese Prüfung wurde an unbehandeltem 316L-Material und an 316L mit Kolsterising® durchgeführt. Nach Abschluss der Prüfung wurden die Proben mit einem Profilometer taktil vermessen. Die Oberflächenprofile der beiden Proben sind in Abbildung 10 dargestellt. Bei der unbehandelten Probe ist ein hohes Verschleißvolumen zu erkennen, während die kolsterisierte Probe nur eine gewisse Einbettung an der Oberfläche aufweist.
Zusammenfassung und Schlussfolgerungen
Für korrosive Umgebungen sind austenitische und Duplex-Edelstähle oft die erste Wahl von Konstrukteuren und Anwendern. Aufgrund der werkstoffspezifisch schwachen tribologischen Eigenschaften und insbesondere der geringen Verschleißfestigkeit stellen sie jedoch eine besondere Herausforderung dar.
Um die mechanische Leistung zu verbessern und gleichzeitig die Duktilität des Grundmaterials zu erhalten, können Beschichtungen oder Hartauftragungen aufgebracht werden. Diese Methode zur Verbesserung des Verschleißes kann aufgrund möglicher Abplatzungen, Korrosionsprobleme unter der Beschichtung oder eines hohen Nachbearbeitungsaufwands, der die Gesamtkosten erhöht, potenziell riskant sein.
Die optimale Lösung für eine harte, aber dennoch duktile Oberfläche, ohne die Notwendigkeit von Modifikationen, ist die Kolsterising® Oberflächenhärtung. Aufgrund der hohen Duktilität in Verbindung mit sehr hohen Druckspannungen können die Auswirkungen von Verschleiß und Fressen bei vielen Anwendungen und Edelstahlwerkstoffen stark reduziert werden. Dies ist von entscheidender Bedeutung bei druckführenden Bauteilen wie Ventilgehäusen und -sitzen sowie anderen Ventilkomponenten wie Befestigungselementen.
Die Untersuchung der Daten neuer und bestehender mechanischer Tests zeigt, dass bestimmte mechanische Schlüsseleigenschaften austenitischer nichtrostender Stähle und Nickelbasislegierungen durch den Einsatz des Kolsterising® verbessert werden können.
- Die Oberflächenhärte wird erheblich erhöht, und zwar im Bereich von 800 bis 1.200 HV0,05 (entspricht 65 bis 72HRc)
- Die korrosionsbeständigen Eigenschaften bleiben erhalten, wenn nicht sogar verbessert (keine Karbidbildung)
- Die Widerstandsfähigkeit gegen Abrieb wird stark erhöht
- Die Verschleißeigenschaften werden erhöht
- Die Auswirkungen der Kavitationserosion werden reduziert
- Ermüdungseigenschaften zeigen eine große Verbesserung
Erwähnenswert ist auch die Tatsache, dass die Bauteile aufgrund der niedrigen Behandlungstemperatur keine Veränderung der Abmessungen oder der Farbe aufweisen und dass die Härtung an scharfen Kanten, in Bohrungen, Sacklöchern und Spalten bis zu wenigen Mikrometern gleichmäßig erfolgt.
Dieser Artikel wurde zuerst in Valve World Americas - September 2021 veröffentlicht.