
Rustfrit stål og nikkelbaserede legeringer vælges ofte til mange anvendelser i korrosive miljøer. Mens korrosionsbestandighed gør dem til et godt valg, kan dårlig tribologisk opførsel forhindre en bredere anvendelse af disse materialer. Kolsterising® er en gennemprøvet metode til overfladehærdning af disse materialer ved hjælp af diffusion af kulstof. Denne artikel har til hensigt at fremhæve de forbedringer, der typisk ses i mekaniske egenskaber, herunder modstandsdygtighed over for galling, slidstyrke og kavitationserosion. På grund af processens karakter er det usædvanligt, at disse egenskaber generelt forbedres uden den sædvanlige reduktion i korrosionsbestandighed. Egenskabsforbedringer vil blive demonstreret ved hjælp af både nye og eksisterende data fra Europa og Nordamerika.
Hvis væske- eller gasmedier og partikler kommer i kontakt med overfladen på korrosionsbestandige materialer, er der risiko for for tidlig slitage. Derudover er det afgørende, at trykbærende komponenter i ventiler bevarer deres strukturelle homogenitet, da for tidlig slitage og tilstopning kan medføre tab af effektivitet eller svigt. Mange belægninger og varmebehandlingsprocesser er historisk set blevet brugt til at bekæmpe disse problemer. En nyere teknologi er en overfladehærdningsproces ved lav temperatur for at beskytte ventilkomponenterne i barske miljøer.
Austenitisk rustfrit stål
Fordele og ulemper ved austenitisk rustfrit stål er velkendte, og de positive aspekter som høj korrosionsbestandighed, høj sejhed og ikke-magnetiske egenskaber er blevet udnyttet i mange år. Men de iboende svagheder i form af lav styrke, lav slidstyrke og modtagelighed for grubetæring, spændings- og spaltekorrosion har gjort, at de ikke kan bruges til visse formål.
Konventionel karburering
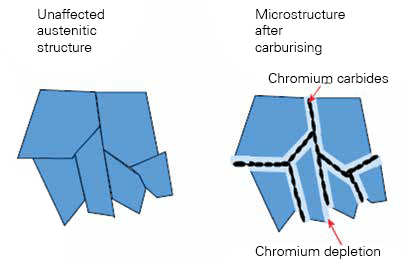
Ved konventionel karburering eller nitrering dannes der typisk kromkarbider eller -nitrider ved korngrænserne på grund af de høje procestemperaturer (>500 ºC). Dette fører til kromudtømning og tab af korrosionsbestandighed, se figur 1.
Kolsterising®
I den patenterede Kolsterising® diffunderer kulstof ind i FCC-matricen og forårsager resttrykspændinger (se figur 2 og 3). På grund af de lave temperaturer dannes der ingen kromkarbider i den ekspanderede austenit, ofte kaldet SP-fase. Som følge heraf øges overfladehårdheden betydeligt uden tab af korrosionsbestandighed.


Detaljer om processen
Kolsterising® er aldrig blevet patenteret, så de faktiske parametre forbliver Bodycote ejendom. De grundlæggende detaljer er dog:
- Overfladehårdheden øges typisk til 800 til 1200 HV0,05 (svarende til 65 til 72 HRc)
- Low temperature process (< 500ºC or < 932ºF)
- Kulstof diffunderer ind i overfladen i store mængder (typisk 8-10 vægt%)
- Diffusionslag på 10 til 40 μm (0,0004" til 0,00157") dannet i austenitisk rustfrit stål
- I stand til at behandle små dele i bulk såvel som større dele med individuel behandling
- Ingen ændringer i størrelse på grund af lave temperaturer
For at processen skal være mest vellykket, er det nødvendigt at fjerne, eller i det mindste minimere, tilstedeværelsen af δ-ferrit og deformationsmartensit, se figur 4.

Mekanisk testprogram
Nyt program
Et testprogram blev designet i samarbejde med Bodycoteanlæg i Skokie, IL. Prøvematerialet blev indkøbt fra et lokalt stålværk og blev valgt på grund af tilgængelighed snarere end på grund af optimal egenskabsudvikling. Legeringerne, der blev brugt i programmet, var AISI 304, AISI 316 og duplexlegeringen SAF 2205. Materialet blev opdelt i partier, et til reference (ubehandlet) og et til Kolsterising®. Den Kolsterising® prøverne blev varmebehandlet med vakuumopløsning før behandlingen.
Mekaniske egenskaber og hårdhed
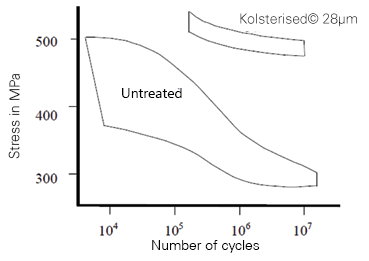
Der er udført forskellige tests på disse prøver. De resultater, der vises nedenfor, er dem fra de mere meningsfulde mekaniske egenskaber. Udmattelsesstyrken øges typisk med 10 til 100 %, se figur 5.
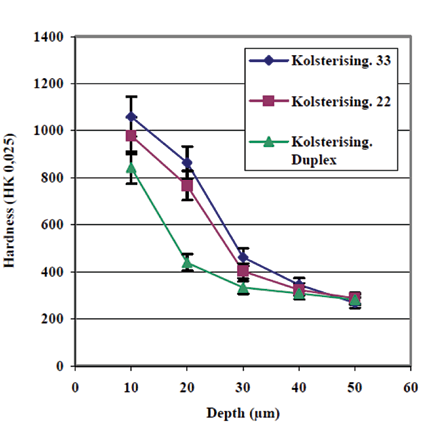
Overfladehårdhed er af afgørende betydning for at øge modstandsdygtigheden over for slid og gnidning. Der er tre 'normale' Kolsterising® : 33 mikron, 22 mikron og duplex. '33' og '22' henviser til den nominelle indstiksdybde i mikron. En særlig behandling er nødvendig for duplex-legeringer, da der er risiko for skørhed ved høje behandlingstemperaturer.
Overfladehårdheden skal måles med mikro-Vickers eller Knoop med en maksimal belastning på 50gf. Se måling af hårdhedsprofilen i figur 6 for forskellige behandlinger på en standardiseret 316L-opløsningsglødet prøve.
Galoperende modstand
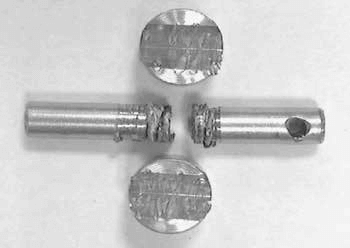
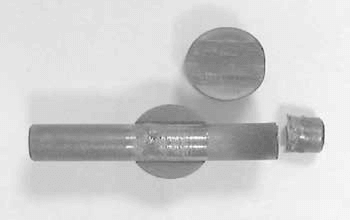
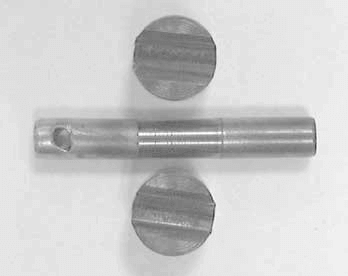
Manglende modstandsdygtighed over for afskalning har været en alvorlig fejl ved austenitisk rustfrit stål og er blevet rapporteret i vid udstrækning. En Faville-test blev brugt til at evaluere hver prøves modstandsdygtighed over for galling. I denne test roteres en aksel med 330 o/min, mens den holdes i et par kæber med en lukkekraft på 707 N. De følgende fotografier viser akslen og kæberne efter testning under tre forhold: ubehandlet (figur 7), konventionel nitrering (figur 8).
nitrering (figur 8) og Kolsterising® (figur 9).
Slidstyrke
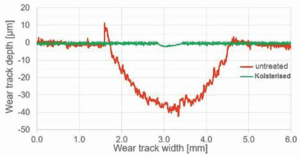
Kugle-på-skive-slidprøve. En aluminiumoxidkugle, Ø 5 mm, blev presset mod den cylindriske overflade af en roterende skive med en kraft på 20 N. Mens den var under pres, blev skiven roteret med en hastighed på ca. 50 mm/s. Rotationen varede i lidt over 2,5 timer, hvilket gav et kontinuerligt slidspor på 500 m på tværs af skiven. Dette blev udført på ubehandlet 316L-materiale og 316L med Kolsterising® påført. Da testen var færdig, blev prøverne målt taktilt ved hjælp af et profilometer. Overfladeprofilerne for de to prøver er vist i figur 10. Den ubehandlede prøve viser et stort slid, mens den Kolsteriserede prøve kun viser en vis indlejring i overfladen.
Sammenfatning og konklusioner
Til korrosive miljøer er austenitisk og duplex rustfrit stål ofte designernes og brugernes førstevalg. Men på grund af de materialespecifikke svage tribologiske egenskaber og især den lave slidstyrke udgør de en særlig udfordring.
For at forbedre den mekaniske ydeevne og samtidig bevare grundmaterialets duktilitet kan man anvende belægninger eller hårde overflader. Denne metode til at forbedre sliddet kan potentielt være risikabel på grund af mulige afskalninger, korrosionsproblemer under belægningen eller en stor efterbearbejdningsindsats, der øger de samlede omkostninger.
Den optimale løsning til en hård, men stadig duktil overflade uden behov for modifikationer er Kolsterising® . På grund af den høje duktilitet, der er forbundet med meget høje trykspændinger, kan virkningen af slid og galling reduceres kraftigt for mange anvendelser og materialer i rustfrit stål. Det er afgørende, når man arbejder med trykbærende komponenter som ventilhuse og -sæder samt andre ventilkomponenter som f.eks. befæstelseselementer.
Ved at undersøge data fra nye og eksisterende mekaniske tests er det tydeligt, at visse vigtige mekaniske egenskaber ved austenitisk rustfrit stål og nikkelbaserede legeringer kan forbedres ved brug af Kolsterising® .
- Overfladehårdheden øges betydeligt, i området op til 800 til 1.200 HV0,05 (svarende til 65 til 72HRc).
- Korrosionsbestandige egenskaber bevares, hvis ikke forbedres (ingen karbiddannelse)
- Modstandsdygtigheden over for fastbrænding er stærkt forøget
- Slidstyrken er øget
- Virkninger af kavitationserosion reduceres
- Udmattelsesegenskaber viser en stor forbedring
Det er også værd at nævne, at komponenterne på grund af den lave behandlingstemperatur ikke ændrer dimensioner eller farve, og at hærdningen er ensartet på skarpe kanter og inde i borering, blinde huller og mellemrum helt ned til nogle få mikrometer.
Denne artikel blev først udgivet i Valve World Americas - september 2021