
Les aciers inoxydables et les alliages à base de nickel sont souvent choisis pour de nombreuses applications dans des environnements corrosifs. Si leur résistance à la corrosion en fait un choix favorable, leur comportement tribologique médiocre peut empêcher une utilisation plus large de ces matériaux. Le procédé Kolsterising® est une méthode éprouvée de durcissement superficiel de ces matériaux par diffusion du carbone. Cet article vise à mettre en évidence les améliorations généralement observées au niveau des propriétés mécaniques, notamment la résistance au grippage, la résistance à l'usure et l'érosion par cavitation. De manière inhabituelle, en raison de la nature du processus, ces propriétés sont généralement améliorées sans la réduction habituelle de la résistance à la corrosion qui y est associée. Les améliorations des propriétés seront démontrées à l'aide de données nouvelles et existantes provenant d'Europe et d'Amérique du Nord.
Si des liquides ou des gaz et des particules entrent en contact avec la surface de matériaux résistants à la corrosion, il y a un risque d'usure prématurée. En outre, il est essentiel que les composants sous pression des vannes conservent leur intégrité structurelle, car l'usure prématurée et le grippage peuvent entraîner une perte d'efficacité ou une défaillance. De nombreux revêtements et procédés de traitement thermique ont été utilisés dans le passé pour lutter contre ces problèmes. Une technologie plus récente consiste en un processus de durcissement de la surface à basse température pour protéger les composants de la vanne dans des environnements difficiles.
Aciers inoxydables austénitiques
Les avantages et les inconvénients des aciers inoxydables austénitiques sont bien connus et les aspects positifs tels que la résistance élevée à la corrosion, la ténacité et les propriétés non magnétiques sont exploités depuis de nombreuses années. Toutefois, les faiblesses inhérentes à leur faible résistance mécanique et à leur faible résistance à l'usure, ainsi que leur vulnérabilité à la corrosion par piqûres, sous contrainte et par crevasses, ont empêché leur utilisation dans certaines applications.
Cémentation conventionnelle
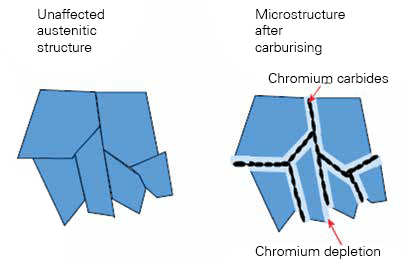
En règle générale, lors de la cémentation ou de la nitruration conventionnelle, des carbures ou des nitrures de chrome se forment aux joints de grains en raison des températures élevées du processus (>500 ºC). Cela entraîne un appauvrissement en chrome et une perte de résistance à la corrosion (voir figure 1).
Kolsterising®
Dans le processus exclusif de Kolsterising® , le carbone est diffusé de manière interstitielle dans la matrice FCC, ce qui provoque des contraintes de compression résiduelles (voir les figures 2 et 3). En raison des basses températures, aucun carbure de chrome ne se forme dans l'austénite expansée, souvent appelée SPhase. Par conséquent, la dureté de la surface est considérablement augmentée sans perte de résistance à la corrosion.


Détails du processus
Le procédé Kolsterising® n'a jamais été breveté et les paramètres réels restent la propriété de Bodycote. Les détails de base sont cependant les suivants :
- Dureté de surface typiquement augmentée jusqu'à 800 à 1200 HV0.05 (équivalent à 65 à 72 HRc)
- Low temperature process (< 500ºC or < 932ºF)
- Carbone diffusé dans la surface en grandes quantités (typiquement 8-10 % en poids)
- Couche de diffusion de 10 à 40 μm (0,0004" à 0,00157") formée dans l'acier inoxydable austénitique.
- Possibilité de traiter de petites pièces en vrac ainsi que des pièces plus grandes avec un traitement individuel
- Pas de changement de taille dû aux basses températures
Pour que le processus soit le plus efficace possible, il est nécessaire d'éliminer, ou du moins de minimiser, la présence de δ-ferrite et de martensite de déformation (voir figure 4).

Programme d'essais mécaniques
Nouveau programme
Un programme d'essai a été conçu en collaboration avec les installations de Bodycoteà Skokie, IL. Les échantillons ont été obtenus auprès d'une aciérie locale et ont été sélectionnés en fonction de leur disponibilité plutôt qu'en vue d'un développement optimal des propriétés. Les alliages utilisés dans le programme étaient l'AISI 304, l'AISI 316 et l'alliage duplex SAF 2205. Le matériau a été divisé en lots, l'un pour la référence (non traité) et l'autre pour le Kolsterising®. Les lots de Kolsterising Kolsterising® ont subi un traitement thermique de mise en solution sous vide avant le traitement.
Propriétés mécaniques et dureté
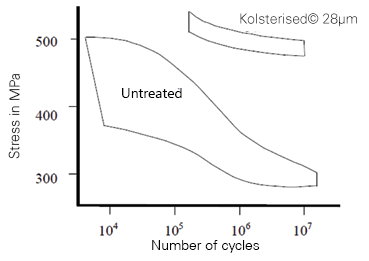
Ces échantillons ont fait l'objet de divers tests. Les résultats présentés ci-dessous sont ceux des propriétés mécaniques les plus significatives. La résistance à la fatigue est typiquement augmentée de 10 à 100%, voir figure 5.
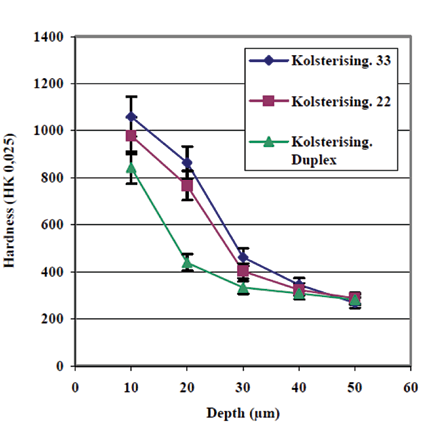
La dureté de la surface est primordiale pour augmenter la résistance à l'usure et au grippage. Il existe trois traitements Kolsterising® "normaux" : 33 microns, 22 microns et duplex. Les chiffres "33" et "22" se réfèrent à la profondeur de cémentation nominale en microns. Un traitement spécial est nécessaire pour les alliages duplex, car il existe un risque de fragilisation à des températures de traitement élevées.
La dureté de la surface doit être mesurée par micro-Vickers ou Knoop, en utilisant une charge maximale de 50 gf. Voir la mesure du profil de dureté dans la figure 6 pour différents traitements sur un échantillon normalisé de 316L recuit en solution.
Une résistance acharnée
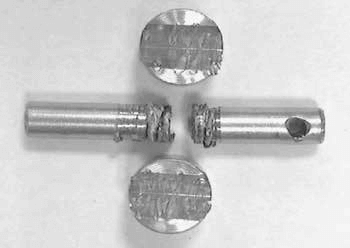
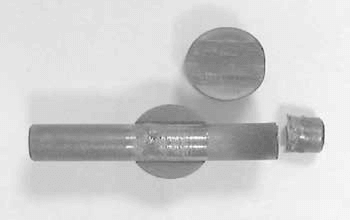
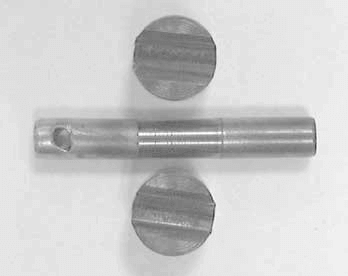
Le manque de résistance au grippage est un défaut grave des aciers inoxydables austénitiques et a été largement signalé. Un test Faville a été utilisé pour évaluer la résistance au grippage de chaque échantillon. Dans ce test, un arbre est mis en rotation à 330 tr/min tout en étant maintenu dans une paire de mâchoires avec une force de fermeture de 707 N. Les photographies suivantes montrent l'arbre et les mâchoires après le test pour trois conditions : non traité (figure 7), nitruration conventionnelle (figure 8), nitruration à l'arc (figure 9), nitruration à l'arc (figure 10) et nitruration à l'arc.
conventionnelle (figure 8) et Kolsterising® (figure 9).
Résistance à l'usure
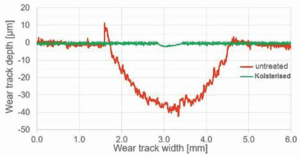
Essai d'usure bille sur disque. Une bille en oxyde d'aluminium de 5 mm de diamètre a été pressée contre la surface cylindrique d'un disque rotatif avec une force de 20 N. Sous pression, le disque a tourné à une vitesse d'environ 50 mm/s. La rotation a duré un peu plus de 2,5 heures, ce qui a donné une trace d'usure continue de 500 m sur le disque. La rotation a duré un peu plus de 2,5 heures, ce qui a permis d'obtenir une trace d'usure continue de 500 m sur le disque. Ce test a été effectué sur un matériau 316L non traité et sur un matériau 316L avec application de Kolsterising® . Une fois les essais terminés, les échantillons ont été mesurés au toucher à l'aide d'un profilomètre. Les profils de surface des deux échantillons sont présentés à la figure 10. L'échantillon non traité présente un volume d'usure important, tandis que l'échantillon Kolsterisé ne présente qu'un certain encastrement à la surface.
Résumé et conclusions
Pour les environnements corrosifs, les aciers inoxydables austénitiques et duplex sont souvent le premier choix des concepteurs et des utilisateurs. Toutefois, en raison de leurs faibles propriétés tribologiques et de leur faible résistance à l'usure, ils posent un problème particulier.
Afin d'améliorer les performances mécaniques tout en maintenant la ductilité du matériau de base, il est possible d'appliquer des revêtements ou des revêtements durs. Cette méthode d'amélioration de l'usure peut s'avérer risquée en raison des risques d'écaillage, des problèmes de corrosion sous le revêtement ou des efforts de réusinage importants qui augmentent le coût total.
La solution optimale pour obtenir une surface dure mais toujours ductile, sans nécessiter de modifications, est le durcissement de surface Kolsterising® . En raison de la ductilité élevée associée à des contraintes de compression très fortes, l'impact de l'usure et du grippage peut être considérablement réduit pour de nombreuses applications et matériaux en acier inoxydable. Ceci est vital lorsqu'il s'agit de composants sous pression tels que les corps et les sièges de vannes, ainsi que d'autres composants de vannes tels que les fixations.
En examinant les données des essais mécaniques nouveaux et existants, il est clair que certaines propriétés mécaniques clés des aciers inoxydables austénitiques et des alliages à base de nickel peuvent être améliorées par l'utilisation du procédé Kolsterising® .
- La dureté de la surface est considérablement augmentée, de l'ordre de 800 à 1200 HV0.05 (équivalent à 65 à 72HRc).
- Les propriétés de résistance à la corrosion sont maintenues, voire améliorées (pas de formation de carbure).
- La résistance au grippage est considérablement accrue
- Les propriétés d'usure sont améliorées
- Réduction de l'impact de l'érosion par cavitation
- Les propriétés de fatigue s'améliorent considérablement
Il convient également de mentionner qu'en raison de la basse température de traitement, les composants ne présentent aucun changement de dimensions ou de couleur, et que la trempe est uniforme sur les arêtes vives, à l'intérieur des alésages, des trous borgnes et des interstices de quelques microns seulement.
Cet article a été publié pour la première fois dans Valve World Americas - septembre 2021.