
Oțelurile inoxidabile împreună cu aliajele pe bază de nichel sunt adesea selectate pentru multe aplicații în medii corozive. În timp ce rezistența la coroziune le face o alegere favorabilă, comportamentul tribologic slab poate împiedica o utilizare mai largă a acestor materiale. Procesul Kolsterising® este o metodă dovedită pentru întărirea suprafeței acestor materiale prin difuzia carbonului. Această lucrare intenționează să evidențieze îmbunătățirile observate în mod obișnuit în ceea ce privește proprietățile mecanice, inclusiv rezistența la coroziune, rezistența la uzură și eroziunea prin cavitare. În mod neobișnuit, datorită naturii procesului, aceste proprietăți sunt în general îmbunătățite fără reducerea obișnuită asociată a rezistenței la coroziune. Îmbunătățirile proprietăților vor fi demonstrate utilizând atât date noi, cât și date existente din Europa și America de Nord.
Dacă mediul lichid sau gazos și particulele intră în contact cu suprafața materialelor rezistente la coroziune, există riscul unei uzuri premature. În plus, este vital ca componentele sub presiune din supape să își mențină integritatea structurală, deoarece uzura prematură și fisurarea pot cauza pierderea eficacității sau defectarea. Numeroase acoperiri și procese de tratare termică au fost utilizate în trecut pentru a combate aceste probleme. O tehnologie mai nouă este un proces de întărire a suprafeței la temperatură scăzută pentru a proteja componentele supapei atunci când se află în medii dificile.
Oțeluri inoxidabile austenitice
Avantajele și dezavantajele oțelurilor inoxidabile austenitice sunt bine cunoscute, iar aspectele pozitive precum rezistența ridicată la coroziune, duritatea ridicată și proprietățile nemagnetice au fost exploatate timp de mulți ani. Cu toate acestea, punctele slabe inerente, cum ar fi rezistența scăzută, rezistența scăzută la uzură și susceptibilitatea la pitting, coroziune sub tensiune și prin crevase, au împiedicat utilizarea lor în anumite aplicații.
Carburare convențională
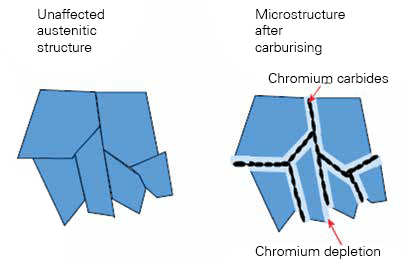
De obicei, în carburarea sau nitrurarea convențională, se formează carburi sau nitruri de crom la granițele grăunților din cauza temperaturilor ridicate ale procesului (> 500 ºC). Acest lucru duce la epuizarea cromului și la pierderea rezistenței la coroziune, a se vedea figura 1.
Kolsterising®
În procesul brevetat Kolsterising® , carbonul este difuzat interstițial în matricea FCC, cauzând tensiuni de compresiune reziduale (a se vedea figurile 2 și 3). Datorită temperaturilor scăzute implicate, nu se formează carburi de crom în austenita expandată, denumită adesea faza SP. Ca urmare, duritatea suprafeței crește substanțial, fără a pierde din rezistența la coroziune.


Detalii privind procesul
Procesul Kolsterising® nu a fost niciodată brevetat, astfel încât parametrii reali rămân proprietatea Bodycote. Cu toate acestea, detaliile de bază sunt:
- Duritatea suprafeței a crescut de obicei până la 800 până la 1200 HV0.05 (echivalent cu 65 până la 72 HRc)
- Low temperature process (< 500ºC or < 932ºF)
- Carbon difuzat în suprafață în cantități mari (de obicei 8-10 % din greutate)
- Strat de difuzie de 10 până la 40 μm (0,0004" până la 0,00157") format în oțel inoxidabil austenitic
- Capacitatea de a trata piese mici în vrac, precum și piese mai mari cu tratament individual
- Nu se modifică dimensiunea din cauza temperaturilor scăzute
Pentru ca procesul să aibă cel mai mare succes, este necesar să se elimine, sau cel puțin să se reducă la minimum, prezența feritei δ și a martensitei de deformare, a se vedea figura 4.

Program de testare mecanică
Program nou
Un program de testare a fost conceput în colaborare cu instalația Bodycotedin Skokie, IL. Materialul de probă a fost procurat de la o oțelărie locală și a fost selectat pentru disponibilitate mai degrabă decât pentru dezvoltarea optimă a proprietăților. Aliajele utilizate în program au fost AISI 304, AISI 316 și aliajul duplex SAF 2205. Materialul a fost împărțit în loturi, unul pentru referință (netratat) și unul pentru Kolsterising®. Lotul Kolsterising® au fost tratate termic cu soluție în vid înainte de tratament.
Proprietăți mecanice și duritate
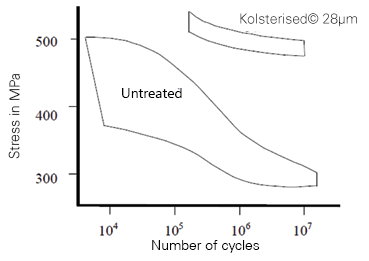
Au fost efectuate diverse teste pe aceste probe. Rezultatele afișate mai jos sunt cele ale proprietăților mecanice mai semnificative. Rezistența la oboseală este de obicei crescută cu 10 până la 100%, a se vedea figura 5.
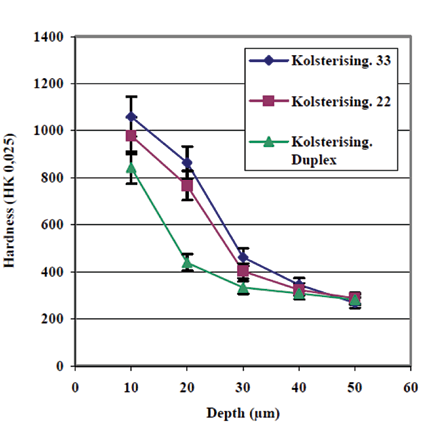
Duritatea suprafeței este extrem de importantă pentru creșterea rezistenței la uzură și la frecare. Există trei tratamente "normale" Kolsterising® , 33 microni, 22 microni și duplex. "33" și "22" se referă la adâncimea nominală a carcasei în microni. Pentru aliajele duplex este necesar un tratament special, deoarece există riscul de fragilizare la temperaturi ridicate de tratare.
Duritatea suprafeței trebuie măsurată prin micro-Vickers sau Knoop, folosind o sarcină maximă de 50 gf. A se vedea măsurarea profilului de duritate din figura 6 pentru diferite tratamente pe o probă standardizată 316L recoaptă în soluție.
Rezistență galantă
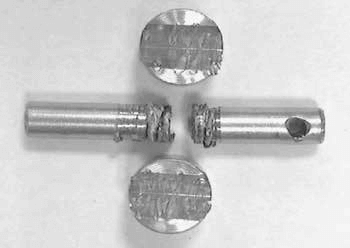
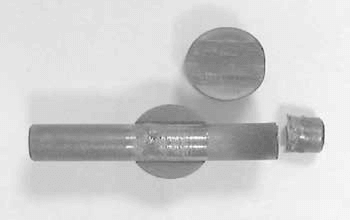
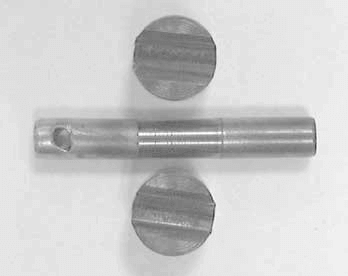
Lipsa rezistenței la exfoliere a fost un defect grav al oțelurilor inoxidabile austenitice și a fost raportată pe scară largă. Testul Faville a fost utilizat pentru a evalua rezistența la exfoliere a fiecărei probe. În acest test, un arbore este rotit la 330 rpm în timp ce este ținut într-o pereche de fălci cu o forță de închidere de 707 N. Următoarele fotografii arată arborele și fălcile după testarea pentru trei condiții: netratat (figura 7), nitrurare convențională (figura 8), nitrurare
nitrurare convențională (figura 8) și Kolsterising® (figura 9).
Rezistență la uzură
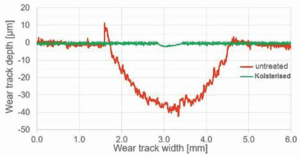
Testul de uzură cu bilă pe disc. O bilă din oxid de aluminiu, Ø 5 mm, a fost presată împotriva suprafeței cilindrice a unui disc rotativ cu o forță de 20 N. În timp ce se afla sub presiune, discul a fost rotit la o viteză de aproximativ 50 mm/s. Rotația a durat puțin peste 2,5 ore, ceea ce a dat o urmă de uzură continuă de 500 m pe disc. Testarea a fost efectuată pe material 316L netratat și 316L cu Kolsterising® aplicat. După finalizarea testării, probele au fost măsurate tactil cu ajutorul unui profilometru. Profilurile de suprafață ale celor două probe sunt prezentate în figura 10. Un volum mare de uzură este indicat pentru proba netratată, în timp ce proba Kolsterizată prezintă doar o anumită încorporare la suprafață.
Rezumat și concluzii
Pentru mediile corozive, oțelurile inoxidabile austenitice și duplex sunt adesea prima alegere a proiectanților și utilizatorilor. Cu toate acestea, din cauza proprietăților tribologice slabe specifice materialului și în special a rezistenței scăzute la uzură, acestea reprezintă o provocare deosebită.
Pentru a îmbunătăți performanțele mecanice, menținând în același timp ductilitatea materialului de bază, se pot aplica acoperiri sau suprafețe dure. Această metodă de îmbunătățire a uzurii poate fi potențial riscantă din cauza posibilelor desprinderi, a problemelor de coroziune sub acoperire sau a eforturilor mari de reprelucrare care cresc costurile totale.
Soluția optimă pentru o suprafață dură, dar încă ductilă, fără a fi nevoie de modificări, este întărirea suprafeței Kolsterising® . Datorită ductilității ridicate asociate cu tensiuni de compresie foarte mari, impactul uzurii și al fisurilor poate fi redus considerabil pentru multe aplicații și materiale din oțel inoxidabil. Acest lucru este vital atunci când este vorba de componente care conțin presiune, cum ar fi corpurile și scaunele supapelor, precum și alte componente ale supapelor, cum ar fi elementele de fixare.
Prin examinarea datelor de la teste mecanice noi și existente, este clar că anumite proprietăți mecanice cheie ale oțelurilor inoxidabile austenitice și ale aliajelor pe bază de nichel pot fi îmbunătățite prin utilizarea procesului Kolsterising® .
- Duritatea suprafeței este crescută substanțial, în intervalul de până la 800 până la 1.200 HV0,05 (echivalent cu 65 până la 72HRc)
- Proprietățile de rezistență la coroziune sunt menținute, dacă nu chiar îmbunătățite (nu se formează carburi)
- Rezistența la înțepături este mult crescută
- Proprietățile de uzură sunt crescute
- Impactul eroziunii prin cavitație este redus
- Proprietățile la oboseală prezintă o îmbunătățire semnificativă
De asemenea, este demn de menționat faptul că, datorită temperaturii scăzute de tratare, componentele nu prezintă modificări ale dimensiunilor sau culorii, iar întărirea este uniformă pe marginile ascuțite și în interiorul găurilor, găurilor oarbe și golurilor de doar câțiva microni.
Acest articol a fost publicat pentru prima dată în Valve World Americas - septembrie 2021