
Ruostumattomat teräkset ja nikkelipohjaiset seokset valitaan usein moniin sovelluksiin syövyttävissä ympäristöissä. Vaikka korroosionkestävyys tekee niistä suotuisan valinnan, huono tribologinen käyttäytyminen saattaa estää näiden materiaalien laajemman käytön. Kolsterising® on hyväksi havaittu menetelmä näiden materiaalien pintakarkaisuun hiilen diffuusion avulla. Tässä asiakirjassa pyritään korostamaan parannuksia, joita on yleensä havaittavissa mekaanisissa ominaisuuksissa, mukaan lukien kitkasärönkestävyys, kulumiskestävyys ja kavitaatioeroosio. Prosessin luonteen vuoksi nämä ominaisuudet paranevat yleensä ilman korroosionkestävyyden tavanomaista heikkenemistä. Ominaisuuksien parantuminen osoitetaan käyttämällä sekä uusia että olemassa olevia tietoja Euroopasta ja Pohjois-Amerikasta.
Jos nestemäiset tai kaasumaiset aineet ja hiukkaset joutuvat kosketuksiin korroosionkestävien materiaalien pinnan kanssa, on olemassa ennenaikaisen kulumisen vaara. Lisäksi on tärkeää, että venttiilien painetta sisältävät komponentit säilyttävät rakenteellisen eheyden, sillä ennenaikainen kuluminen ja hankautuminen voivat aiheuttaa tehon menetyksen tai vikaantumisen. Näiden ongelmien torjumiseksi on perinteisesti käytetty monia pinnoitteita ja lämpökäsittelyprosesseja. Uudempi tekniikka on matalassa lämpötilassa tapahtuva pintakarkaisuprosessi, jolla venttiilin komponentteja suojellaan ankarissa ympäristöissä.
Austeniittiset ruostumattomat teräkset
Austeniittisten ruostumattomien terästen hyvät ja huonot puolet tunnetaan hyvin, ja niiden myönteisiä puolia, kuten korkeaa korroosionkestävyyttä, suurta sitkeyttä ja ei-magneettisia ominaisuuksia, on hyödynnetty jo vuosien ajan. Niiden luontaiset heikkoudet, kuten alhainen lujuus, heikko kulutuskestävyys ja alttius reikiintymiselle sekä jännitys- ja rakokorroosiolle, ovat kuitenkin estäneet niiden käytön tietyissä sovelluksissa.
Perinteinen hiiltäminen
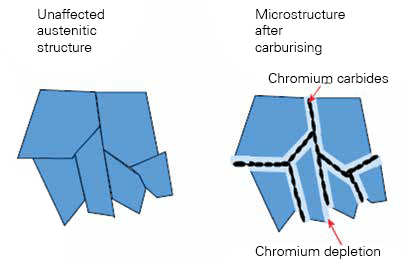
Tavallisesti tavanomaisessa hiillostuksessa tai nitridoinnissa kromikarbidit tai nitridit muodostuvat raerajoille korkeiden prosessilämpötilojen (> 500 ºC) vuoksi. Tämä johtaa kromin vähenemiseen ja korroosionkestävyyden heikkenemiseen, ks. kuva 1.
Kolsterising®
Patentoidussa Kolsterising® hiili diffundoituu FCC-matriisiin ja aiheuttaa jäännöspuristusjännityksiä (ks. kuvat 2 ja 3). Koska lämpötilat ovat alhaiset, laajentuneeseen austeniittiin, jota usein kutsutaan SPfaasiksi, ei muodostu kromikarbideja. Tämän seurauksena pinnan kovuus kasvaa huomattavasti ilman korroosionkestävyyden heikkenemistä.


Prosessin yksityiskohdat
Kolsterising® ei ole koskaan patentoitu, joten todelliset parametrit ovat Bodycote omaisuutta. Perustiedot ovat kuitenkin seuraavat:
- Pintakovuus nousee tyypillisesti 800-1200 HV0,05:een (vastaa 65-72 HRc:tä).
- Low temperature process (< 500ºC or < 932ºF)
- Hiiltä diffundoituu pintaan suuria määriä (tyypillisesti 8-10 painoprosenttia).
- Austeniittiseen ruostumattomaan teräkseen muodostunut 10-40 μm:n (0,0004" - 0,00157") diffuusiokerros.
- Pystyy käsittelemään pieniä osia irtotavarana sekä suurempia osia yksittäiskäsittelyllä.
- Ei kokomuutoksia matalien lämpötilojen vuoksi
Jotta prosessi onnistuisi mahdollisimman hyvin, δ-ferriitin ja muodonmuutosmartensiitin esiintyminen on poistettava tai ainakin minimoitava, ks. kuva 4.

Mekaaninen testiohjelma
Uusi ohjelma
Testausohjelma suunniteltiin yhdessä BodycoteSkokie, IL:ssä sijaitsevan laitoksen kanssa. Näytemateriaali hankittiin paikalliselta terästehtaalta, ja se valittiin pikemminkin saatavuuden kuin optimaalisen ominaisuuden kehityksen perusteella. Ohjelmassa käytetyt seokset olivat AISI 304, AISI 316 ja duplex-seos SAF 2205. Materiaali jaettiin eriin, joista toinen oli vertailuerä (käsittelemätön) ja toinen Kolsterising®. . Kolsterising® näytteet lämpökäsiteltiin tyhjiöliuoksessa ennen käsittelyä.
Mekaaniset ominaisuudet ja kovuus
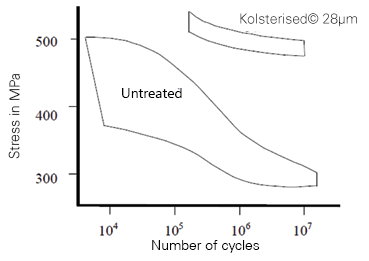
Näytteille on tehty erilaisia testejä. Jäljempänä esitetyt tulokset ovat merkityksellisimmistä mekaanisista ominaisuuksista saatuja tuloksia. Väsymislujuus kasvaa tyypillisesti 10-100 %, ks. kuva 5.
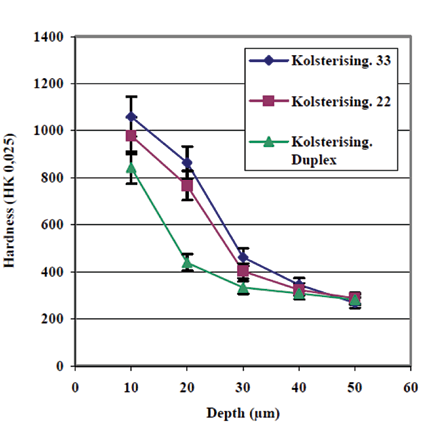
Pinnan kovuus on ensiarvoisen tärkeää kulumisen ja syöpymisen kestävyyden lisäämisessä. Kolsterising® on kolme "normaalia": 33 mikronin, 22 mikronin ja duplex-käsittely. Merkinnät '33' ja '22' viittaavat nimellissyvyyteen mikronina. Duplex-seoksille on tehtävä erityiskäsittely, koska korkeissa käsittelylämpötiloissa on haurastumisvaara.
Pinnan kovuus on mitattava mikro-Vickers- tai Knoop-menetelmällä käyttäen enintään 50gf:n kuormitusta. Katso kovuusprofiilimittaus kuvassa 6 eri käsittelyjen osalta standardoidusta 316L-liuoksella hehkutetusta näytteestä.
Vastustuskyky on kipeä
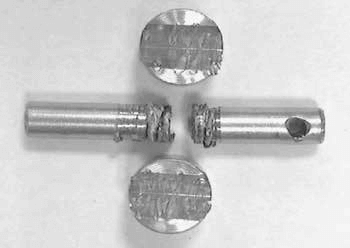
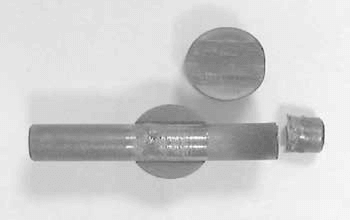
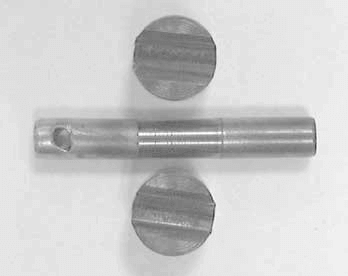
Puutteellinen kestävyys syöpymistä vastaan on ollut austeniittisten ruostumattomien terästen vakava puute, ja siitä on raportoitu laajalti. Favillen testiä käytettiin kunkin näytteen hankauskestävyyden arviointiin. Tässä testissä akselia pyöritetään 330 kierrosta minuutissa, kun sitä pidetään kiinni leukaparissa, jonka sulkuvoima on 707 N. Seuraavissa valokuvissa akseli ja leuat näkyvät testauksen jälkeen kolmessa tilassa: käsittelemätön (kuva 7), tavanomainen (kuva 7) ja tavanomainen (kuva 7).
nitraus (kuva 8) ja Kolsterising® (kuva 9).
Kulutuskestävyys
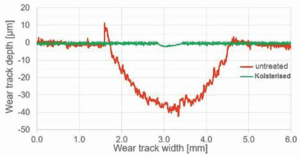
Pallon ja levyn välinen kulumistesti. Alumiinioksidipallo, Ø 5 mm, painettiin pyörivän levyn lieriöpintaa vasten 20 N:n voimalla. Kun levyä painettiin, sitä pyöritettiin noin 50 mm/s nopeudella. Pyöriminen kesti hieman yli 2,5 tuntia, jolloin levyn poikki kului jatkuvasti 500 metrin pituinen kulumisjälki. Tämä tehtiin käsittelemättömälle 316L-materiaalille ja 316L-materiaalille, johon oli levitetty Kolsterising® . Kun testaus oli suoritettu, näytteet mitattiin tuntoaistin avulla profilometrillä. Kahden näytteen pintaprofiilit on esitetty kuvassa 10. Käsittelemättömässä näytteessä on suuri kulumisvolyymi, kun taas Kolsterising-näytteessä näkyy vain jonkin verran upotusta pinnalla.
Yhteenveto ja päätelmät
Suunnittelijat ja käyttäjät valitsevat usein ensisijaisesti austeniittiset ja duplex-ruostumattomat teräkset syövyttäviin ympäristöihin. Materiaalin heikkojen tribologisten ominaisuuksien ja erityisesti alhaisen kulumiskestävyyden vuoksi ne ovat kuitenkin erityisen haasteellisia.
Mekaanisen suorituskyvyn parantamiseksi ja perusmateriaalin sitkeyden säilyttämiseksi voidaan käyttää pinnoitteita tai kovia pinnoitteita. Tämä kulumisen parantamismenetelmä voi olla riskialtis, koska se voi aiheuttaa lohkeilua, korroosiota pinnoitteen alla tai suuria uudelleenkäsittelytoimia, jotka lisäävät kokonaiskustannuksia.
Optimaalinen ratkaisu kovaan, mutta silti muokattavaan pintaan, jota ei tarvitse muokata, on Kolsterising® . Erittäin korkeisiin puristusjännityksiin liittyvän suuren sitkeyden ansiosta kulumisen ja puristumisen vaikutuksia voidaan vähentää huomattavasti monissa sovelluksissa ja ruostumattomien teräsmateriaalien osalta. Tämä on elintärkeää, kun on kyse paineita sisältävistä osista, kuten venttiilien rungoista ja istukoista, sekä muista venttiilien osista, kuten kiinnittimistä.
Uusista ja nykyisistä mekaanisista testeistä saatujen tietojen perusteella on selvää, että tiettyjä austeniittisten ruostumattomien terästen ja nikkelipohjaisten seosten keskeisiä mekaanisia ominaisuuksia voidaan parantaa Kolsterising® avulla.
- Pinnan kovuus kasvaa huomattavasti, jopa 800-1 200 HV0,05 (vastaa 65-72 HRc).
- Korroosionkestävyys säilyy tai jopa paranee (ei karbidien muodostumista).
- Särönkestävyys paranee huomattavasti
- Kulumisominaisuudet paranevat
- Kavitaatioeroosion vaikutukset vähenevät
- Väsymisominaisuudet ovat parantuneet huomattavasti
Mainitsemisen arvoista on myös se, että alhaisen käsittelylämpötilan ansiosta komponenttien mitat tai väri eivät muutu, ja kovettuminen on tasaista terävillä reunoilla, rei'issä, sokeissa rei'issä ja jopa muutaman mikronin raoissa.
Tämä artikkeli julkaistiin ensimmäisen kerran Valve World Americas -lehdessä syyskuussa 2021.