
Nerezové oceli spolu se slitinami na bázi niklu se často volí pro mnoho aplikací v korozivním prostředí. Zatímco odolnost vůči korozi z nich činí výhodnou volbu, špatné tribologické chování může bránit širšímu použití těchto materiálů. Proces Kolsterising® je osvědčenou metodou povrchového zpevnění těchto materiálů difuzí uhlíku. Cílem tohoto článku je zdůraznit zlepšení, které se obvykle projevuje v mechanických vlastnostech, včetně odolnosti proti zadírání, odolnosti proti opotřebení a kavitační erozi. Vzhledem k povaze procesu je netypické, že se tyto vlastnosti obecně zlepšují bez obvyklého souvisejícího snížení odolnosti proti korozi. Zlepšení vlastností bude demonstrováno na nových i stávajících údajích z Evropy a Severní Ameriky.
Pokud se kapalná nebo plynná média a částice dostanou do kontaktu s povrchem korozivzdorných materiálů, hrozí předčasné opotřebení. Kromě toho je pro součásti ventilů obsahující tlak nezbytné zachovat strukturální integritu, protože toto předčasné opotřebení a zadírání může způsobit ztrátu účinnosti nebo poruchu. K boji proti těmto problémům se v minulosti používalo mnoho povlaků a postupů tepelného zpracování. Novější technologií je proces nízkoteplotního kalení povrchu, který chrání součásti ventilů v náročných podmínkách.
Austenitické nerezové oceli
Výhody a nevýhody austenitických korozivzdorných ocelí jsou dobře známy a jejich pozitivní aspekty, jako je vysoká odolnost proti korozi, vysoká houževnatost a nemagnetické vlastnosti, se využívají již mnoho let. Jejich neodmyslitelné nedostatky, jako je nízká pevnost, nízká odolnost proti opotřebení a náchylnost k důlkové korozi a korozi pod napětím a trhlinám, však brání jejich použití v některých aplikacích.
Konvenční nauhličování
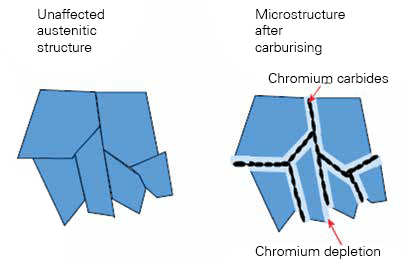
Při konvenčním nauhličování nebo nitridaci se obvykle na hranicích zrn tvoří karbidy nebo nitridy chromu v důsledku vysokých teplot procesu (>500 ºC). To vede k úbytku chromu a ztrátě korozní odolnosti, viz obrázek 1.
Kolsterising®
Při patentovaném procesu Kolsterising® dochází k intersticiální difúzi uhlíku v matrici FCC, která způsobuje zbytková tlaková napětí (viz obrázky 2 a 3). Vzhledem k nízkým teplotám se v expandovaném austenitu, často nazývaném SP fáze, netvoří karbidy chromu. Výsledkem je podstatné zvýšení povrchové tvrdosti bez ztráty korozní odolnosti.


Podrobnosti o procesu
Proces Kolsterising® nebyl nikdy patentován, takže skutečné parametry zůstávají vlastnictvím společnosti Bodycote. Základní údaje jsou však následující:
- Tvrdost povrchu se obvykle zvyšuje na 800 až 1200 HV0,05 (což odpovídá 65 až 72 HRc).
- Low temperature process (< 500ºC or < 932ºF)
- Uhlík rozptýlený do povrchu ve velkém množství (obvykle 8-10 % hmot.)
- Difúzní vrstva 10 až 40 μm (0,0004" až 0,00157") vytvořená v austenitické nerezové oceli.
- Možnost hromadného ošetření malých dílů i větších dílů s individuálním ošetřením.
- Žádné změny velikosti v důsledku nízkých teplot
Aby byl proces co nejúspěšnější, je nutné odstranit nebo alespoň minimalizovat přítomnost δ-feritu a deformačního martenzitu, viz obrázek 4.

Mechanický zkušební program
Nový program
Testovací program byl navržen ve spolupráci se závodem společnosti Bodycoteve Skokie, IL. Vzorek materiálu byl pořízen z místní ocelárny a byl vybrán spíše z důvodu dostupnosti než z důvodu optimálního vývoje vlastností. V programu byly použity slitiny AISI 304, AISI 316 a duplexní slitina SAF 2205. Materiál byl rozdělen do šarží, jedné referenční (neupravené) a jedné pro Kolsterising®. . Kolsterising® byly před zpracováním tepelně zpracovány ve vakuovém roztoku.
Mechanické vlastnosti a tvrdost
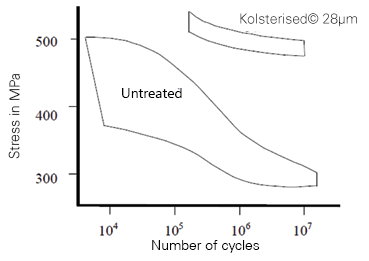
Na těchto vzorcích byly provedeny různé testy. Níže uvedené výsledky jsou výsledky významnějších mechanických vlastností. Únavová pevnost se obvykle zvyšuje o 10 až 100 %, viz obrázek 5.
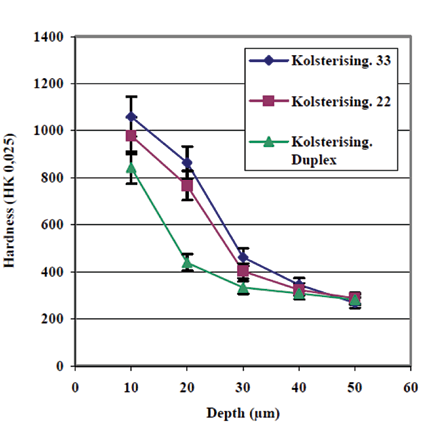
Tvrdost povrchu má zásadní význam pro zvýšení odolnosti proti opotřebení a zadírání. Existují tři "normální" úpravy Kolsterising® , 33 mikronů, 22 mikronů a duplex. Čísla "33" a "22" se vztahují na jmenovitou hloubku pouzdra v mikronech. Pro duplexní slitiny je nutné speciální ošetření, protože při vysokých teplotách ošetření hrozí riziko křehnutí.
Tvrdost povrchu by se měla měřit pomocí mikro-Vickersovy nebo Knoopovy metody při maximálním zatížení 50 gf. Viz měření profilu tvrdosti na obrázku 6 pro různé způsoby zpracování na standardizovaném vzorku 316L žíhaném roztokem.
Škodlivý odpor
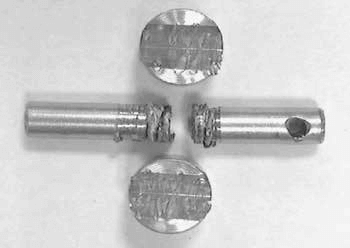
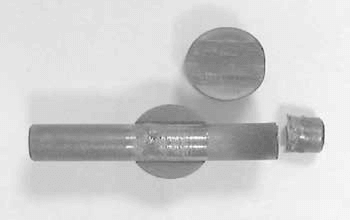
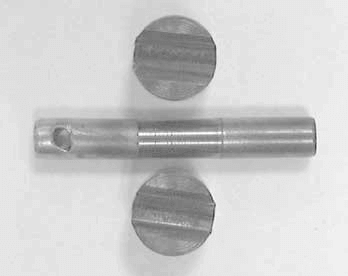
Nedostatečná odolnost proti zadírání je závažným nedostatkem austenitických nerezových ocelí a je hojně uváděna. K vyhodnocení odolnosti každého vzorku proti zadírání byla použita Favillova zkouška. Při této zkoušce se hřídel otáčí rychlostí 330 otáček za minutu a zároveň je držena ve dvojici čelistí s uzavírací silou 707 N. Následující fotografie ukazují hřídel a čelisti po zkoušce pro tři podmínky: neošetřený (obr. 7), konvenční (obr. 8), konvenční (obr. 9), konvenční (obr. 10).
nitridaci (obr. 8) a Kolsterising® (obr. 9).
Odolnost proti opotřebení
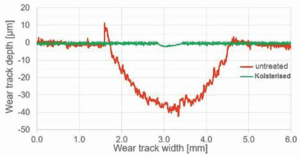
Zkouška opotřebení kuličkového kotouče. Kulička z oxidu hlinitého o průměru 5 mm byla přitlačena na válcový povrch rotujícího kotouče silou 20 N. Pod tlakem se kotouč otáčel rychlostí přibližně 50 mm/s. Rotace trvala něco přes 2,5 hodiny, což umožnilo získat souvislou stopu opotřebení v délce 500 m po celém kotouči. Tato zkouška byla provedena na neošetřeném materiálu 316L a na materiálu 316L s naneseným přípravkem Kolsterising® . Po dokončení testování byly vzorky změřeny hmatem pomocí profilometru. Povrchové profily obou vzorků jsou znázorněny na obrázku 10. U neošetřeného vzorku je naznačen vysoký objem opotřebení, zatímco vzorek s Kolsterisingem vykazuje jen určité usazeniny na povrchu.
Shrnutí a závěry
Pro korozivní prostředí jsou austenitické a duplexní nerezové oceli často první volbou konstruktérů a uživatelů. Vzhledem ke specifickým slabým tribologickým vlastnostem materiálu a zejména nízké odolnosti proti opotřebení však představují zvláštní výzvu.
Pro zlepšení mechanických vlastností při zachování tažnosti základního materiálu lze použít povlaky nebo tvrdé obklady. Tento způsob zlepšení opotřebení může být potenciálně rizikový z důvodu možného odlupování, problémů s korozí pod povlakem nebo vysokých nároků na přepracování, které zvyšují jeho celkové náklady.
Optimálním řešením pro tvrdý, ale stále tvárný povrch bez nutnosti úprav je povrchové kalení Kolsterising® . Díky vysoké tvárnosti spojené s velmi vysokým tlakovým namáháním lze u mnoha aplikací a nerezových materiálů výrazně snížit vliv opotřebení a zadírání. To má zásadní význam při práci s komponenty obsahujícími tlak, jako jsou tělesa a sedla ventilů, a také s dalšími součástmi ventilů, jako jsou spojovací prvky.
Zkoumáním údajů z nových a stávajících mechanických zkoušek je zřejmé, že některé klíčové mechanické vlastnosti austenitických nerezových ocelí a slitin na bázi niklu lze zlepšit použitím procesu Kolsterising® .
- Tvrdost povrchu se výrazně zvyšuje, a to až na 800 až 1200 HV0,05 (což odpovídá 65 až 72HRc).
- Odolnost proti korozi je zachována, ne-li zlepšena (netvoří se karbidy).
- Odolnost proti zadírání je výrazně zvýšena
- Zlepšují se vlastnosti při opotřebení
- Snižují se dopady kavitační eroze
- Únavové vlastnosti vykazují výrazné zlepšení
Za zmínku stojí také skutečnost, že díky nízké teplotě zpracování se u součástí nemění rozměry ani barva a kalení probíhá rovnoměrně na ostrých hranách a uvnitř otvorů, slepých děr a mezer o velikosti pouhých několika mikrometrů.
Tento článek byl poprvé publikován v časopise Valve World Americas - září 2021