As demonstrated, the working of metal goes back nearly 10,000 years but much of our scientific understanding of how we can change the properties of metal to better suit mankind’s evolving needs has come in the last 200 years. Bodycote is at the forefront of modern heat treatment and continues to collaborate with customers in developing materials to meet or exceed their application requirements.
As a truly global provider of thermal processing services, Bodycote is able to offer a significant advantage to its customers. Through an international network of plants, Bodycote utilises a wealth of knowledge, experience and specialist expertise to deliver quality service when and where it’s needed.
Bodycote’s thermal processing services are comprised of a number of core technologies, which include heat treatments, metal joining, hot isostatic pressing and surface technology.
The global network operates from over 160 locations, with customers benefitting from Bodycote’s comprehensive range of services and expertise. From an industry that dates back 10,000 years, Bodycote continues to develop its heritage and focus on the future.


Copper is a ductile metal, resistant to corrosion with very high thermal and electrical conductivity. Pure copper is soft and malleable; a freshly exposed surface has a reddish-orange colour.
All four of these metallurgical techniques appeared more or less simultaneously at the beginning of the Neolithic Age c. 7500 BC. They included: cold working, annealing, smelting and lost wax casting
Investment casting is an industrial process based on the lost-wax casting method (one of the oldest known metal-forming techniques) and arose around 4500 BC. Investment casting is a technique for making accurate castings using a mould produced around a wax pattern or similar type of material. This then melts during the casting process.
Copper was used by humans for over 10,000 years with evidence of its use found recently in what is now Northern Iraq. Cultures of Mesopotamia, Egypt, Greece, Rome, Indus and China all used copper to develop weapons for war. Sumerians were some of the first people to utilise copper for this purpose.
Uses for copper? Weapons of war, currency, art and jewellery. Modern day uses are in pipes, wiring, radiators, car brakes and bearings, etc. more »

Bronze is an alloy created using many different metals like aluminium, nickel and zinc. Non-metals such as arsenic, silicon and phosphorus can also be added to the mix.
Tin was later used to make bronze in Serbia. The tin bronze was far superior to the arsenic bronze and was easier to work, stronger and less toxic.
Uses for bronze? Being more robust than copper or stone, bronze enabled people to create more durable metal objects such as tools, art, weapons, currency and building materials. More modern uses were as ship fittings (owing to its resistance to salt erosion), bearings, clips, electrical connectors and springs.

The first European copper miners are believed to have come from the Balkan region. Digging with bone tools, they excavated huge quantities of copper ore from the Rudna Glava (Ore Head) in what is now present day Serbia. The settlers at this time were foremost agrarian, concerned in animal husbandry, hunting and foraging from the Neolithic Vinča culture that survived from 5700–4500 BC. They were a matriarchal society whereby the oldest females led the family group. more »

Ötzi the iceman is one of the oldest mummies of the Copper Age. He was discovered in a glacier in 1991 along with a number of items such as an axe, flint-blade knife, viburnum wood quiver and arrows, shedding light on how tools were being used 4,000 years ago. The item that caused the most excitement was a yew-handled axe with a long copper head fixed in place with tar and leather straps. The axe head showed signs that its production had been a combination of cold forging, casting, polishing and sharpening. more »
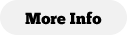
There are a number of bronze alloys but usually a modern bronze is 88% copper to 12% tin. A so-called ‘alpha’ bronze alloy - used to make springs, turbines and blades - is typically only 5% tin. Historical bronzes, for example found in a 12th century English candlestick, might have contained a mixture of copper, lead, nickel, tin, iron, antimony, arsenic and a large amount of silver; this could suggest that hoards of coins were used in the creation of certain items. The term ‘commercial bronze’ is a mixture of 90% copper to 10% zinc, and bronze used for architectural applications is only 57% copper to 40% zinc and 3% lead. The type of bronze sometimes used in light reflectors or mirrors is called ‘bismuth bronze’ and includes 1% of bismuth, which is a beautiful element, along with copper, tin and zinc.

Metallurgy in China has a long history. Copper was widely used by many cultures and China’s use of copper dates back to around 3000 BC. Some of the earliest pieces of copper were discovered at Dengjiawan, within what is known as the Shijiahe site complex. The primary mode of transport within the Shijiahe culture was by water; inhabitants even constructed their own waterways to connect more urban areas to adjacent rivers from other towns. It would make sense that with all this movement of people that goods were also traded on the waterways and this copper could have been either traded or bought by the Shijiahe culture. more »

Puabi (commonly labelled Queen Puabi) was an important person in the Sumerian city of Ur, during the First Dynasty of Ur. A gold goblet with a double-walled vessel made for her was found in her tomb. Brazed with an alloy of 25% silver, the gold was called ‘electrum’. Gold brazing was known and skilfully practiced by the Sumerians, the first civilisation in the history of man in the 3rd century BC. The goblet, created for Puabi, was found still filled with green eye paint in the Cemetery of Ur (in modern day Iraq) by Sir Leonard Woolley between 1922 and 1934, and is one of the earliest surviving examples of a brazed joint. The upper portion is double-walled and the brazed joint is made around the periphery. The goblet is currently on display at the British Museum in London.
Other examples of early brazing include drinking vessels with handles attached to the body using a brazing technique originating in Troy around 2200 BC. Brazing was also commonplace in Egypt around this time. Modern brazing has its roots in the work of the early brazers, however, the process has been refined and in many cases automated for mass production of brazed metal items.
Brazing is now a commonplace metallurgy technique used to join two metal parts together by melting and flowing a filler metal into the joint, the filler metal having a lower melting point than the adjoining metal. Where early metallurgists accomplished brazing using a charcoal fire and blowpipe, modern techniques are refined, precise, scaled to industrial levels and can be automated or semi-automated. Torch brazing is the most common form of mechanised brazing, ideally suited for small production runs or specialised operations.
Brazing on a larger scale is undertaken in furnaces. It is an automated or semi-automated process widely used in industrial operations which is especially cost effective. There are many advantages of furnace brazing which include the ease in which it can produce large quantities of small parts that are easily jigged or self-locating, a controlled heat cycle which protects parts which may distort from localised heating, low unit cost, a protective atmosphere in the furnace which is either inert, reducing or vacuum which all protect the part from oxidation and, of course, the ability to braze multiple joints simultaneously.
Vacuum brazing in particular offers significant advantages, giving very clean, superior flux-free braze joints of high integrity and strength. Brazing has developed immensely from the initial blowpipe and charcoal methods used by the ancients into a modern scientifically understood and computer controlled industrial process. It remains one of the mainstays of metal joining used today. more »

The Hattic people were ancient inhabitants of the land of Hatti that lay in what is now Turkey. The Hattians existed through roughly 200 BC until they were naturalised into the Indo-European Hittite cultures and began to speak languages like Hittie, Luwian, and Palaic.
The Hattian religions dated back to the Stone Age, their gods being the sun-goddess Furušemu (a leopard), the mother-goddess Hannahanna and her son the storm-god Taru (the bull). They were a multi-ethnic society as the king's married princesses from foreign kingdoms like Babylon, Amurru and Kizzuwanda.
An iron dagger found in Hattic Royal tomb was one of the earliest objects made of iron to be found in a royal tomb in Northern Anatolia. The dagger sported a smelted iron blade and a solid gold handle. more »
China’s Bronze Age began from around 2100 BC, during the Xia dynasty. Earliest finds were at sites in Qijia and Siba, in Xinjiang and Shandong amongst others.
Contrary to popular belief, the people of China at this time did not consume tea and rice, instead they ate meals of cereal, bread, millet cakes and drank beer; the royals ate meat and drank wine. Many bronze artifacts discovered at this time were of three and four-legged cauldrons or vessels called Dings; these were used to contain cereals and wines. Some of the giant cauldrons would weigh around 180 lbs and the wine vessels 75 lbs. more »

India was considered by Imperial Rome to be a nation of excellent cast iron creators. The Hindus were far ahead of Europe in industrial chemistry and iron smelting was widely practiced throughout ancient India. Archaeologists have discovered many iron artifacts from Dadupur, Raja Nala Ka Tila and Uttar Pradesh and Iron Age burial sites at Hyderabad that date back to 1800 BC – 1200 BC. Balls of iron and smelting were mentioned in ancient Upanishads, a collection of texts which contain some of the central philosophical concepts of Hinduism. more »

The earliest production of steel dates back to 1800 BC. Fragments of it were found in iron that was excavated from a site in Kaman-Kalehoyuk, Anatolia. The archaeologists’ dig site was established in 1993, 100 km South East of Ankara, not far from the town center of Kaman. Much later, in 2005, the ironware was analysed by Hideo Akanuma and found to contain steel fragments that are now seen as the earliest known evidence of steel manufacture. more »

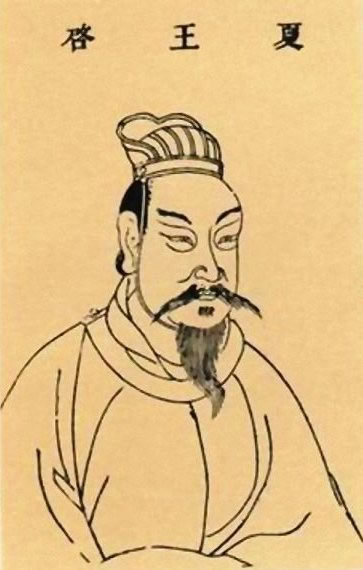
The use of iron in weaponry was unique to the Hittites; before this bronze had mainly been used, but the harder bronze was heavy and cumbersome. The Hittites used their knowledge of iron-working to fashion a range of weapons from short stabbing swords with ribbed blades to sickle-shaped daggers for slashing the enemy at close combat. Swords that had curved blades were less likely to snap during a conflict against an enemy who might be using a bronze blade. Some soldiers used battle-axes but most axes were still used for construction and not fighting. Soldiers would also race into battle on chariots; they would carry iron-tipped spears and lances to attack from a distance. Shields were also improved with the use of iron and helmets were styled with iron to help protect from bronze-tipped arrows and other metal weapons.

Bronze castings were used in the creation of detailed ritualistic items for ceremonial purpose and religious events rather than utilitarian items as they had been previously. Shang artists would decorate many Ding vessels with detailed animal forms such as elephants, tigers, owls, bulls, rams, various birds and imaginary animal masks called ‘taotie’. Ding vessels were used mostly for ritual sacrifices, both human and animal. They were typically very large, indicating that the entire sacrificial animal would fill the vessel. Sacrifices like these were said to appease the ancestors, as Shang believed the spirits had the ability to affect the living world; if the spirits were happy, then the living were blessed. Other gods who also received sacrifices were those believed to control the wind, rain and thunder.
In the tomb of Fu Hao, queen of a Shang king, some 200 bronze artifacts were found including some of the earliest bronze vessels ever discovered. Along with the bronze, 16 sacrificial human victims and six dogs were found in the tomb, unfortunately as was the custom at the time. more »
Around this time, it was known that the sharpness of a sword could be improved by rapidly cooling it in, for example, water after heating it up to forging temperatures. In the middle ages, steel parts were heated then packed into compacted biological material such as bone meal, ground horse hooves, or animal hides and urine was sometimes used as a quenchant. This caused a form of surface hardening that was detectable but not understood. more »

What is steel? All steel types are alloys of iron and other elements, used mainly for their strength and low cost. Typically, around 2.1% of carbon is added to increase the hardening of the steel at an atomic level.
It is believed that Sub-Saharan Africans developed steel working around 1400 BC, producing steel in carbon furnaces well before the West. Temperatures achieved in the blast furnaces of the East Africans were thought to be higher than any achieved in the European Industrial Revolution. The one thing that reduced the amount of steel being created in Africa was the lack of wood to make charcoal to drive the furnaces. The greatest advances were therefore closer to the rainforest areas. more »

Tempering is an ancient heat treatment process. The oldest known example of discovered tempered metal was a pick axe handle dating from 1200 BC to 1100 BC, found in Galilee. The tempering process was used throughout the ancient world through Europe, Africa and Asia.
Many different options were explored for cooling baths within the ancient world including urine, blood or even other metals like mercury and lead, however, though the quench media has evolved, the tempering process has remained relatively unchanged over the centuries.
Tempering is used to increase the toughness of ferrous alloys such as steel or cast iron by decreasing the hardness of the alloy. Tempering is accomplished by heating the quenched work to a temperature below its lower critical temperature. more »

Steel has been stated to have been the secret weapon of the Spartan army. Although this claim is not wholly supported, weapons in Athens, Rome and Persia had been a mixture of a steel casing and wrought iron core since 500 BC, so very possibly Sparta was experimenting with steel weaponry. Spartans were born warriors and imagined a superior weapon in their hands against the softer iron or bronze weapons of their enemies.
In an article in the New York Times in 1961, Dr. Borst, who had obtained steel specimens from an area that had once been Sparta, said that an army having steel at this time was almost like the military equivalent of having an atomic bomb. This could be one of the reasons why Leonidas and his 300 Spartan warriors managed to face-off against Xerxes and the Persian invaders at Thermopylae; it was said that the Spartan shield or Apsis was impregnable to the enemy. more »

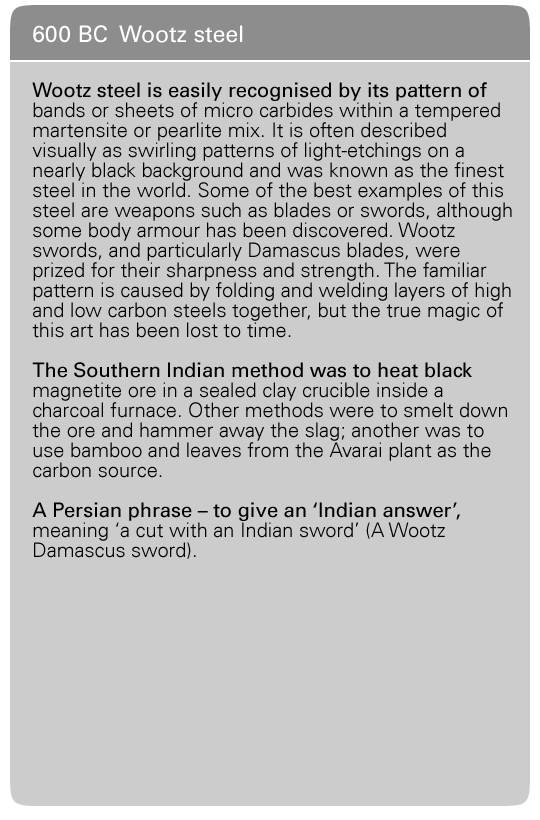
Wootz steel is easily recognised by its pattern of bands or sheets of micro carbides within a tempered martensite or pearlite mix. It is often described visually as swirling patterns of light-etchings on a nearly black background and was known as the finest steel in the world. Some of the best examples of this steel are weapons such as blades or swords, although some body armour has been discovered. Wootz swords, and particularly Damascus blades, were prized for their sharpness and strength. The familiar pattern is caused by folding and welding layers of high and low carbon steels together, but the true magic of this art has been lost to time.
The Southern Indian method was to heat black magnetite ore in a sealed clay crucible inside a charcoal furnace. Other methods were to smelt down the ore and hammer away the slag; another was to use bamboo and leaves from the Avarai plant as the carbon source.
A Persian phrase – to give an ‘Indian answer’, meaning ‘a cut with an Indian sword’ (A Wootz Damascus sword). more »

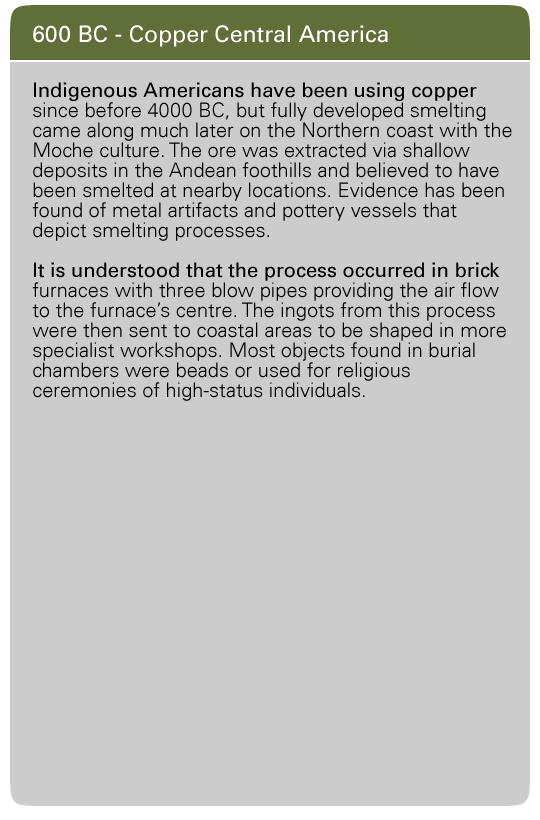
Indigenous Americans have been using copper since before 4000 BC, but fully developed smelting came along much later on the Northern coast with the Moche culture. The ore was extracted via shallow deposits in the Andean foothills and believed to have been smelted at nearby locations. Evidence has been found of metal artifacts and pottery vessels that depict smelting processes. It is understood that the process occurred in brick furnaces with three blow pipes providing the air flow to the furnace’s centre. The ingots from this process were then sent to coastal areas to be shaped in more specialist workshops. Most objects found in burial chambers were beads or used for religious ceremonies of high-status individuals. more »

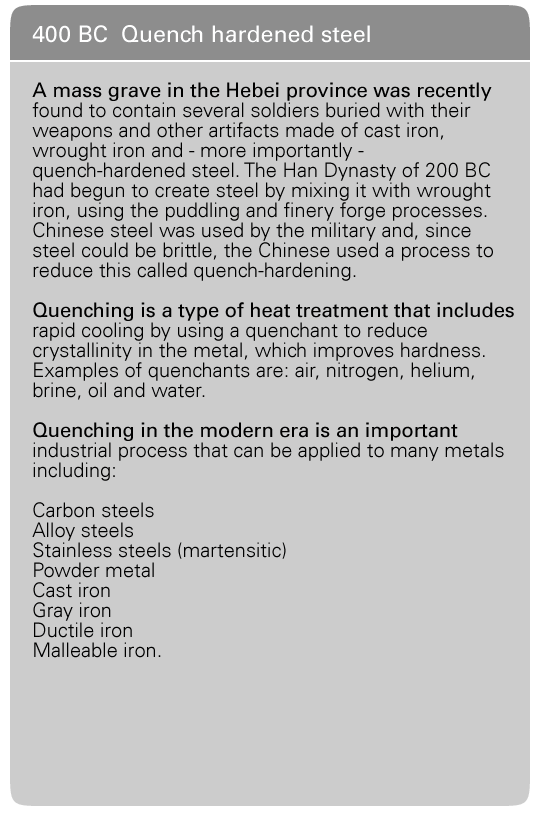
A mass grave in the Hebei province was recently found to contain several soldiers buried with their weapons and other artifacts made of cast iron, wrought iron and - more importantly - quench-hardened steel. The Han Dynasty of 200 BC had begun to create steel by mixing it with wrought iron, using the puddling and finery forge processes. Chinese steel was used by the military and, since steel could be brittle, the Chinese used a process to reduce this called quench-hardening.
Quenching is a type of heat treatment that includes rapid cooling by using a quenchant to reduce crystallinity in the metal, which improves hardness. Examples of quenchants are: air, nitrogen, helium, brine, oil and water. Quenching in the modern era is an important industrial process that can be applied to many metals including:
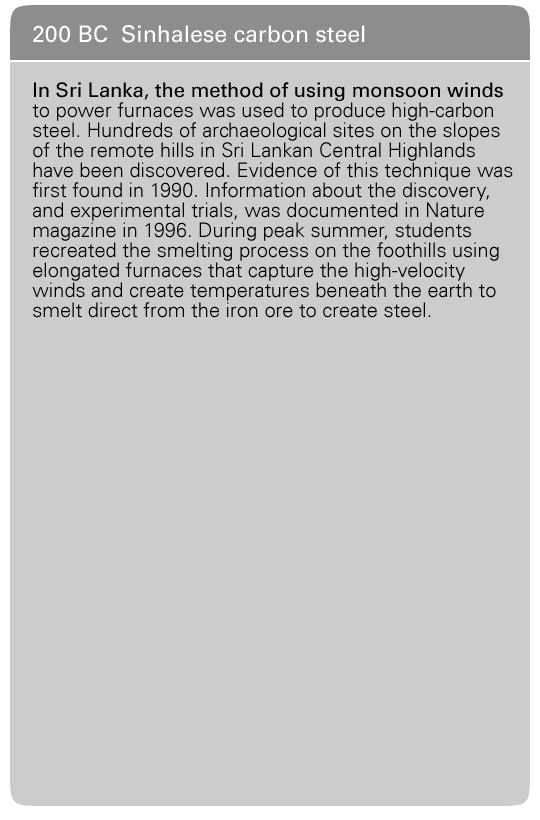
In Sri Lanka, the method of using monsoon winds to power furnaces was used to produce high-carbon steel. Hundreds of archaeological sites on the slopes of the remote hills in Sri Lankan Central Highlands have been discovered. Evidence of this technique was first found in 1990. Information about the discovery, and experimental trials, was documented in Nature magazine in 1996. During peak summer, students recreated the smelting process on the foothills using elongated furnaces that capture the high-velocity winds and create temperatures beneath the earth to smelt direct from the iron ore to create steel. more »

The Haya people are believed to be the earliest inhabitants in Tanzania to practice metalworking and, incredibly, the first people to invent carbon steel. The Haya elders made furnaces out of mud and grass which, when burnt, created carbon to transform iron into steel; the process worked much the same as an open hearth furnace. Steel of this quality was not created in Europe until centuries later.
The Haya people were spread amongst the Bukoba District, Muleba District and Karagwe District of the Kagera Region in northwestern Tanzania. By 1991, the Haya population was estimated at 1,200,000. The region in which the Haya reside was almost annexed by the former Ugandan president Idi Amin Dada. more »
Central Asia was recently discovered to be an important hub in the production of crucible steel. Uzbekistan and Turkmenistan were two of these places. Evidence has been found at Merv, Turkmenistan, a prominent city on the ‘Silk Road’. The discovery of a workshop in Merv provided an early illustration of the steel production in crucibles. Other prominent crucible steel sites were in eastern Uzbekistan and Pap in the Ferghana Valley, both of which were on the ‘Silk Road’. Hundreds of thousands of sections of crucibles and huge slag cakes have been unearthed at these sites. One site in particular in the Ferghana Valley showed evidence of carburised iron ore; this process appeared to be restricted to this particular area and so was named the Ferghana process. more »

The demand for iron in China was increasing by the 11th century. Iron was used for weapons, coins, statues, bells, architecture, machinery and more. Now, the smelting process developed by the Song Dynasty in China used huge bellows driven by large wheels which, in turn, were powered by burning charcoal. The outcome was that China began to experience mass deforestation. The Chinese had to come up with a way to create an alternative and this alternative was coke derived from bituminous coal. Two additional benefits to coke were the lack of smoke and reduced build-up of iron oxide in the final product resulting from the presence of carbon monoxide. more »
A very similar process to what we know as the ‘Bessemer’ process has existed since 11th century Asia. In his visit to Cizhou, this process was described by the Chinese scholar Shen Kuo as ‘a method of repeated forging of cast iron into steel using a cold blast over the molten metal to reduce carbon content, much like the Western Bessemer process’. Many European travellers wrote of Asia’s great iron production and steel working districts.
Then in the 1850s, an American, William Kelly, invited four Chinese steel experts to Kentucky to learn their techniques. Some British steel workers, called ‘puddlers’, visited his factory to witness the process and, upon returning to England, spoke of the invention, but it was an English inventor, Henry Bessemer, who finally patented the process. more »

Although unaware of the relevance of his discovery in metal treatment, it was Blaise Pascal, the French mathematician, physicist, writer, inventor and religious philosopher whose law would have a significant impact on the heat treatment of metal. He proposed that pressure applied to a confined fluid at any point is transmitted undiminished through the fluid in all directions and acts upon every part of the confining vessel at right angles to its interior surface and equally upon equal areas.
Pascal’s work in the fields of hydrodynamics and hydrostatics revolved around the principles of hydraulic fluids. His inventions included the syringe and the hydraulic press. In honour of his contribution to science, the name Pascal has been given to the SI unit of pressure, a programming language and Pascal’s Law. Pascal’s triangle and Pascal’s Wager also still bear his name.
It was not, however, until hundreds of years later that Pascal’s Law would be applied in metal treatment in the form of isostatic pressing. It is the application of Pascal’s Law that allows powder and particulate matter, contained in a bag, or envelope, to be densified under pressure acting through a suitable pressure transmitting medium. The pressure acts equally over the surface of the bag which, being flexible, squeezes the powder uniformly to a compact whose external geometry is smaller than, but a similar shape to, that of the original bag. more »

Speculation has been made about the first UK foundries being constructed around 1161 AD. However “bloomeries” and blast furnaces are documented as having been around Cumbria’s Furness Fells at around 1700 AD; and include sites in Cunsey, Force Hacket, Low Wood, Coniston, Spark Forge and Backbarrow.
Some of the earliest bloomeries from the Iron Age had bellows worked by foot; later water wheels were utilised to work the bellows. Water wheels were also used to power the hammers within the foundries which led to them being called bloomforges or bloomsmithies. The bloom forges were a permanent structure, mostly timber with slate roofs instead of thatch. By 1823 Cumbria had 237 blast furnaces in operation, a mixture of both coal and coke. more »

Benjamin Huntsman started his professional career as a clockmaker and, whilst experimenting in secret for more robust steel clock springs, he came upon the crucible process. The process was created in a coke-fired furnace capable of reaching 1,600°C. Clay pot crucibles were heated until they became white-hot, then a flux was added, the molten steel was poured into a mould and the crucibles reused.
The steel was created in ‘crucible furnaces’ with a workshop on ground level and a lower level consisting of the furnace. The Huntsman technique turned Sheffield into an industrial powerhouse with over 80,000 tons of Swedish iron being processed in the city. more »
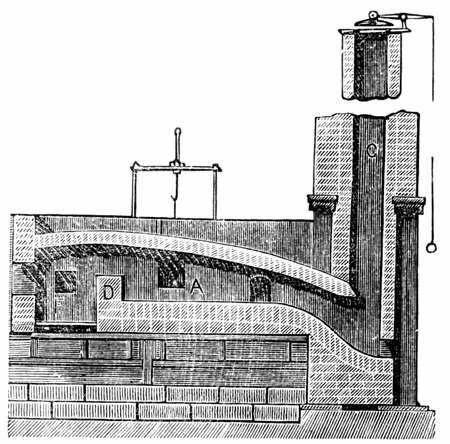
Patented by Henry Cort of Hampshire, the puddling process consisted of stirring molten pig iron in a reverberating furnace in an oxidising atmosphere to decarbonise it. Afterward, the iron was gathered into a ball, shingled and rolled out. The only issue with the process is that it could only use white cast iron and not grey, which was readily available in the UK. This was overcome most likely by a process called ‘dry puddling’ or melting the grey iron (pig iron) and separating the slag to remove silicone from the metal to create a white brittle metal called ‘finer’s metal’. more »

Between 1850 and 1855, English inventor Sir Henry Bessemer took final credit for the creation of the Bessemer process with a patent. He stated that he had been trying to reduce the cost of steel for military weapons and ammunition when he had made the discovery. This was the first inexpensive mass-production of molten pig iron to steel prior to open hearth methods. The key was to blow air over molten iron to remove all impurities by oxidation. It made the production of steel fast and efficient and gave Bessemer a name in history.
Many industries at this time were restricted by the lack of steel available, particularly the railways. Cast iron was unreliable to use for bridges and tracks. This new, cheaper and quicker steel production was welcomed by many engineers and designers and soon iron was replaced by steel.
A short time later, the Siemens Martin process was created. This process was one way to burn off excess carbon from pig iron to produce steel. It ultimately replaced the Bessemer process because during the Siemens Martin process the steel did not become brittle by exposing it to excessive nitrogen in the furnace, was easier to control and allowed the melting of large amounts of scrap iron and steel. Around 1990, however, it was replaced by the electric arc furnace. more »

Boriding is a thermochemical surface hardening method which can be applied to a wide range of ferrous, non-ferrous and cermet materials. The process entails diffusion of boron atoms into the lattice of the parent metal and a hard interstitial boron compound is formed at the surface. The surface boride may be in the form of either a single phase or a double phase boride layer. In an article published in 1895, Nobel prize winning Henri Moissan first described a method of hardening iron at red heat in a vapour of volatile boron halides. However it wasn’t until roughly 60 years later that the boriding process was industrially applied in Russia. Russian publications from the period describe salt bath borided parts in pumps used for oil exploration that lasted four times longer than parts that had been case hardened or induction hardened. However it wasn’t until 1965 and the development of powder pack boriding that the process became more widespread in its industrial use.
Many efforts have been made since then to develop a more efficient boriding process from the gaseous phase. It was only in 2012 that an ultra-fast boriding process was scaled to industrial production capacity. Bodycote partnered with Argonne to develop the technology through a cost-shared funding agreement with the United States Department of Energy. more »

The electric arc furnace, developed by Paul Heroult of France, differs from the regular induction type. Material is exposed to an electric arc that is an ongoing plasma discharge that melts iron. The main advantage of using the electric arc was that it could turn 100% of scrap metal into a usable material; it required less energy to work with scrap metals than creating steel from ore, so it was very flexible and much less time intensive. The downside of the EA furnace was that it required huge amounts of electrical power, but many companies took advantages of off-peak pricing to run their machines. more »
On May 25th, 1906, a patent application was filed by Adolf Machlet, working as a metallurgical engineer for the American Gas Company. The patent proposed that oxidation of steel components could be avoided by replacing the air atmosphere in the retort with ammonia. This patent was granted on June 24th, 1913 (Patent 1,065,697).
Not long after submitting this application, Machlet found that treating components in an ammonia atmosphere at high temperatures created a ‘skin casing, shell or coating’ which was very difficult to ‘tarnish, corrode, rust or oxidise’.
This patent was submitted on March 19th 1908 and granted on June 24th 1913, it was patent number 1,065,379. It was this patent that represented the invention of the nitriding process in the United States.
In 1907, Machet went on to patent the gaseous nitrocarburizing process on April 14th 1914 (Patent 1,092,925). However, Machlet wasn’t the only person to develop nitriding. During development, a similar process was developed in Germany for nitriding steel for surface hardening by A. Fry. Specifically, Fry’s work led to the application of nitriding as a surface engineering process especially for steels (containing aluminium as an alloying element). Since these early developments, a great number of specialist process variants (including plasma nitriding, gas nitriding, ferritic nitrocarburising, and salt bath nitriding) have been developed with varying different effects on the properties and structure of the surface after undergoing the nitriding/nitrocarburising process.
Historically, the first ion implanter was helium based, constructed and operated in 1911 at Cavendish Laboratory in Cambridge by Ernest Rutherford and his students. In 1949, Shockley filed for a patent, “Semiconductor Translating Device” describing the p-n junction fabrication using ion implantation [4]. In 1954, he filed another patent, “Forming of Semiconductor Devices by Ionic Bombardment” giving a fundamental description for ion implantation equipment.
Between 1960 and 1976, commercial equipment manufacturing of ion implanters became firmly established. In 1976, Varian Associates developed the model DF-4, the first in-line, wafer-to-wafer, high-throughput (about 200 wafers per hour) ion implanter and by the end of 1978, it became the most widely used commercial ion implantation system in the world. Initially, the development of ion implantation technology was utilised to dope semiconductor materials for the IC industries. Then, in the mid-seventies, these high energy ion beams were also used to enhance the surface properties of metals, where implantation of nitrogen or carbon into steel and other alloys resulted in increased wear and corrosion resistance with enhanced surface properties. more »
Flame spraying was invented by Dr. Max Schoop in Switzerland in the mid-1910s. While playing with his young son, firing a toy cannon, he found that hot lead shot projected from the cannon stuck to virtually any surface. Schoop began experiments with small cannons and tin and lead granules. In the early 1900s, Schoop and his associates developed equipment and techniques for producing coatings using molten and powder metals. In 1909, in Berlin, he applied for the basic patent of the metal spraying process, which was issued after four years.
Several years later, their efforts produced the first instrument for the spraying of solid metal in wire form. This simple device was based on the principle that if a wire rod were fed into an intense, concentrated flame (the burning of a fuel gas with oxygen), it would melt and, if the flame were surrounded by a stream of compressed gas, the molten metal would become atomised and readily propelled onto a surface to create a coating. more »
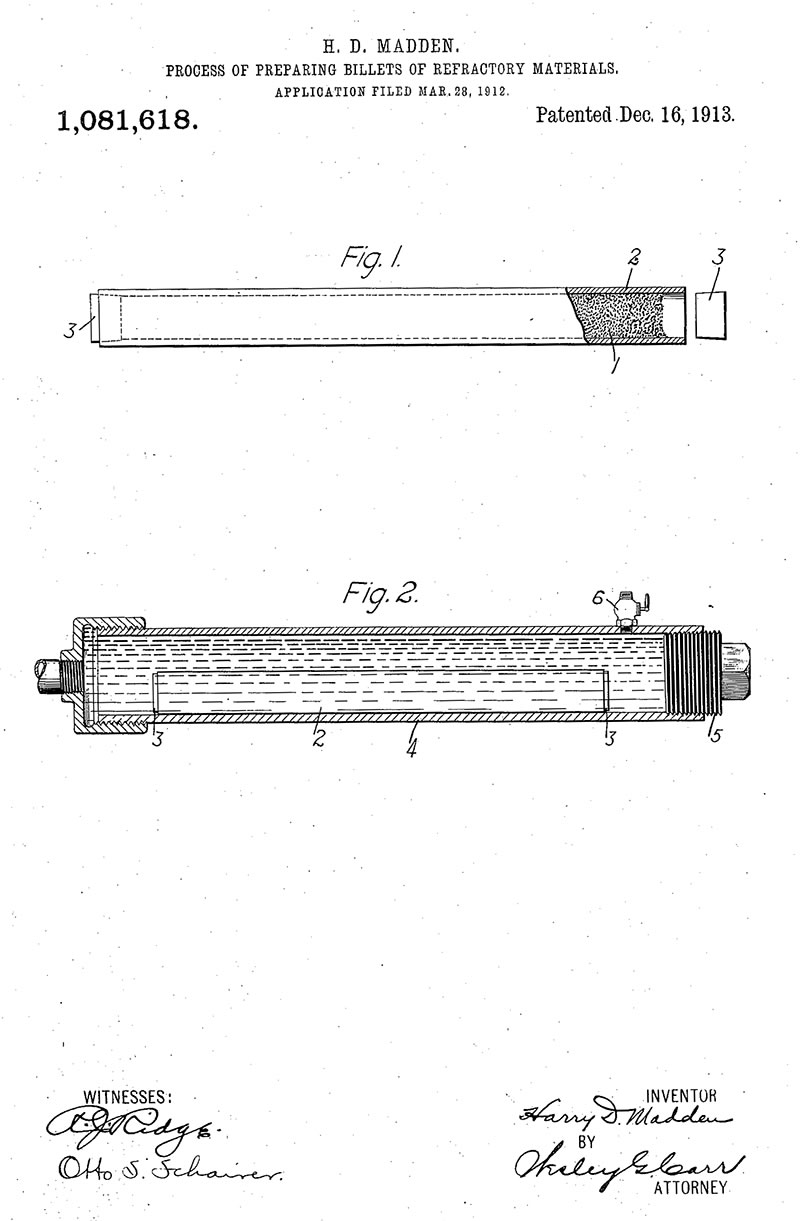
The first attempt to exploit Pascal’s Law in metallurgy was made in 1913 by Harry D. Madden who described an isostatic pressing technique in a US patent assigned to the Westinghouse Lamp Company, USA. (Madden, H. D. US Patent 1,081,618). At this time, there was an increasing need for refractory metal filaments for electric lamps.
Powder metallurgy techniques, by conventional die compaction of fine powders, were necessary for the manufacture of small billets suitable for swaging and wire drawing. Madden’s process was designed to overcome many of the difficulties that were being met in the die compaction of fine non-ductile powders such as tungsten and molybdenum.
Such difficulties were the incidence of cracks, laminations, non-uniform properties and lack of green strength sufficient to withstand the subsequent handling and working of the small billets without fracture. Madden found that by isostatically pressing his powders, many of the problems associated with die compaction were overcome. Subsequently, further patents were taken out by McNeil in 1915, Coolidge in 1917, and Pfanstiehl in 1919. more »

Anodising is used to produce protective and decorative oxide layers on aluminium, improving corrosion protection and wear resistance. Different colours are created by dyeing or electrolytic colouring.
The process was so named because the part to be treated forms the anode electrode of an electrical circuit. Anodising increases resistance to corrosion and wear, and provides better adhesion for paint primers and glues than bare metal. Anodic films can also be used for a number of cosmetic effects, either with thick porous coatings that can absorb dyes or with thin transparent coatings that add interference effects to reflected light.
The process was first used on an industrial scale in 1923 to protect Duralumin seaplane parts from corrosion. This early chromic acid–based process was called the Bengough-Stuart process and was documented in British defence specification DEF STAN 03-24/3.
The process is still used today despite its legacy requirements for a complicated voltage cycle now known to be unnecessary. Variations of this process soon evolved, and the first sulphuric acid anodising process was patented by Gower and O'Brien in 1927. Sulphuric acid soon became, and remains, the most common anodising electrolyte.
Oxalic acid anodising was first patented in Japan in 1923 and later widely used in Germany, particularly for architectural applications. Anodized aluminium extrusion was a popular architectural material in the 1960s and 1970s, but has since been displaced by less expensive plastics and powder coating. The phosphoric acid processes are the most recent major development, so far only used as pre-treatments for adhesives or organic paints. A wide variety of proprietary and increasingly complex variations of all these anodising processes continue to be developed by industry, so the growing trend in military and industrial standards is to classify by coating properties rather than by process chemistry. more »
Austempering is a heat treating process for medium-to-high carbon ferrous metals which produces a metallurgical structure called bainite. It is used to increase strength, toughness, and reduce distortion. Bainite must have been present in steels long before its acknowledged discovery date, but was not identified because of the limited metallographic inspection techniques available and the mixed microstructures formed by the heat treatment practices of the time.
The technique was pioneered by Edgar C. Bain and Edmund S. Davenport who were working for the United States Steel Corporation. Research into the isothermic transformation of steels was a result of Bain and Davenport's discovery of a new microstructure which consisted of ‘acicular, dark edging aggregate’.
This structure was found to be tougher for the same hardness than tempered martensite; however, use of bainitic steel did not become common. Heat treatments at the time were not capable of producing fully bainitic microstructures.
It was the advent of low carbon steels containing boron and molybdenum in 1958 that through continuous cooling, allowed the creation of fully bainitic steel. Commercial use of bainitic steel came about as the result of new heat treatment methods which involved a step to hold the workpiece at a single fixed temperature for a period long enough to allow the transformation. This process became known as austempering. more »

Up until the invention of the electron microscope, it was pure supposition as to what actually occurred during the hardening process. Examinations of the microstructure of metal began in the 17th Century with the frequently performed assessment of fracture surfaces during sorting of cast iron grades and faggot steel. Macro-etching of polished specimens began in the 16th Century.
Visual examinations were initially carried out with magnifying glasses. Although light microscopes had already been developed in the 16th Century, they only became sufficiently powerful after Ernst Abbe had developed the theoretical principles in 1869.
The invention of the electron microscope in 1931 increased the achievable magnification by more than two powers of ten. It was used for steel research from about the middle of the 20th Century. Current imaging methods can even visualise individual atoms. One very informative method of researching the crystalline structure of steel made of iron and alloying atoms proved to be surface diffraction of x-rays. This technique was introduced in 1912 and, after the First World War, it was used with steel to analyse the fine structure of the hardened microstructure. It has provided insights into hardening processes at the atomic level.
Heat treatment technology has also developed as a result of better equipment and process control. Heat treatment furnaces with protective atmospheres were developed and introduced in the 1950s and vacuum furnaces in the 1970s. During the latter part of the 20th Century, developments in computers have resulted in significant improvements in process control and the development of advanced simulation programs for the equipment for the development of steel and heat treatment processes, as well as quality assurance equipment.
Developments within surface hardening have been considerable, including plasma nitriding, CVD, and PVD. This has enabled the creation of hard wearing surfaces not only on carbon steels, but also on stainless steels. more »

Basic Oxygen Steelmaking is a process of converting molten pig iron into steel by a process where oxygen is blown over the iron inside the converter. It was developed by Swiss engineer, Robert Durrer, and commercialised in the 1950s by two very small Austrian companies, VOEST and ÖAMG (now Voestalpine AG). The process is a refined version of the Bessemer method, where blown air is replaced by oxygen, and had been patented 100 years before by Henry Bessemer, however, since it was impossible to obtain the commercial quantities of oxygen needed to make the process work at that time, it never came to fruition. more »
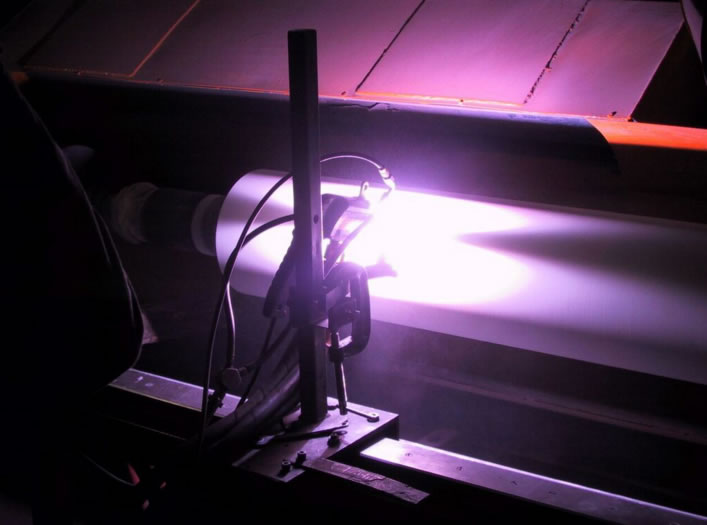
Developed in the 1950s, the plasma spraying process involves the latent heat of ionised inert gas (plasma) being used to create the heat source. The most common gas used to create the plasma is argon; this is referred to as the primary gas.
Argon flows between the electrode and nozzle. A high frequency or high voltage alternating electric arc is struck between the nozzle and the electrode, which ionises the gas stream. By increasing the arc current, the arc thickens and increases the degree of ionisation. This has the effect of increasing the power and also, due to the expansion of gas, an increase in the velocity of gas stream.
With a plasma created by argon only, a very large arc current (typically 800 to 1,000amps) is required to create sufficient power to melt most materials. With this level of arc current, the velocity may be too high to allow materials with a high melting point to be made molten. Therefore, to increase the power to a level sufficient to melt ceramic materials it is necessary to change the thermal and electrical properties of the gas stream. This is generally done by adding a secondary gas to the plasma gas stream - usually hydrogen.
Once the appropriate gas stream has been established for the material being sprayed, the feedstock (material in various powder forms) is injected into the gas stream. more »

1952 is seen as the creation date of electron beam welding technology. It was the physicist Dr Karl-Heinz Steigerwald who is credited with creating the first electron beam processing machine, however he was building on work from the previous century by physicists Hittorf and Crookes who, in 1879, first tried to generate cathode rays in gases to melt metals. Röntgen, Thompson and Millikan discovered what were described as ‘fast moving electrons’ at the end of the 19th century. It was physicist Marcello von Pirani who was the first to make use of this effect by melting tantalum powder and other metals using electron beams.
In 1948 Dr Karl-Heinz Steigerwald was developing sources of rays to achieve higher powered electron microscopes and, by 1958, he created the first electron beam processing machine capable of welding to a depth of 5mm. In modern times, electron beam technology is common in materials processing and is heavily used in the aerospace, power generation, space, medical, automotive, energy and other miscellaneous industries. Weld depths of 30mm are possible in a computer controlled process and, unlike brazing, no filler material is required. As the process is computer controlled, there are minimal errors and good reproducibility throughout a batch of components.
It is also possible to weld together previously heat treated components as this is a localised process; an example of this would be composite gear shafts with a case hardened gear on a hardened and tempered shaft. more »

Although isostatic pressing patents had been granted since the beginning of the 20th century, it wasn’t until 1956 that the first patent specific to hot isostatic pressing was granted to Battelle’s Columbus Laboratories in the United States. The patent covered the isostatic-diffusion of gas pressure bonding application of HIP.
In its early days, HIP was utilised principally for cladding nuclear fuel elements. The consolidation of powders by HIP was a natural development of the fabrication of nuclear materials, since many of the experimental fuel elements were derived from powder products. Furthermore, many of the early studies were performed with metallic-matrix dispersion fuels, highly loaded cermets or ceramic materials. Full densification was found to occur at temperatures significantly below those normally required for sintering of these materials.
The utilisation of the HIP process as a technique for fabricating structural components from metal powders was first applied to a consolidation of beryllium. By the mid-1960s, the development of gas atomisation, as a charge volume process for the production of high speed tool steels gave further impetus to the advancement of HIP. It then became possible to produce high quality pre-alloyed powders of complex composition with a minimum of contamination.
The powders produced were near spherical and, due to the rapid cooling rates that were experienced by the particles, it was possible to control, very closely, distributions of the alloying constituents within the powder which led to much closer control of microstructure. Because of the near-spherical natures of the powders, only a pressure consolidation process such as HIP could effectively bond them together. more »

From the mid-1960s onwards, HIP became increasingly utilised as a means of healing porosity and micro-defects in a variety of metal castings. One of the principal advantages of the application of HIP was a significant improvement in the fatigue resistance of a number of components. As defects in castings are usually sub-surface, no containment is required. Any connected surface porosity can often be bridged with an appropriate impervious coating.
Removal of voids and defects are absolutely critical in components where there is a safety factor involved. It is for that reason that HIP is used extensively in the aerospace industry where weaknesses in components could cause catastrophic failure. more »

The process of vaccuum carburising was invented in late 1968 and patented a year later by Herbert W. Westeren. It took roughly three decades before the process was fully embraced. Carburising is a heat treatment of iron or steel causing it to absorb carbon when it is heated in the presence of a carbon-bearing substance such as charcoal or carbon monoxide, intending to make the iron or steel much harder. The longer the carburising time, the deeper the carbon diffusion. Subsequent quenching (rapid cooling) then causes the original metal’s outer layer of carbon to become harder while the core remains both ductile and tough. It can produce a case hardness on the outer layer of up to 6.4mm deep. more »

It was in the early 1980s that Browning and Witfield, using rocket engine technologies, developed a new way of spraying metal powders. It was referred to as High Velocity Oxy-Fuel (HVOF). The technique used a combination of oxygen with other fuel gases such as hydrogen, propane, propylene and even liquids such as kerosene. During combustion, by-products expand and are expelled through a nozzle at very high velocities. The jet velocity at the exit of the barrel exceeds the speed of sound. A powder feedstock is injected into the gas stream, which accelerates the powder up to 800 m/s. The stream of hot gas and powder is directed towards the surface to be coated. The powder partially melts in the stream, and deposits upon the substrate. The resulting coating has low porosity and high bond strength.
Due to environmental conerns, HVOF is now seen as a REACH compliant replacement for hexavelent chrome in the aerospace industry
Thermal spray coating is an attractive technique as it offers a wide choice of materials and processes that have a reduced impact on the environment when compared to conventional plating processes. HVOF coating materials available for thermal spray include metals, alloys, ceramics, plastics and composites. more »
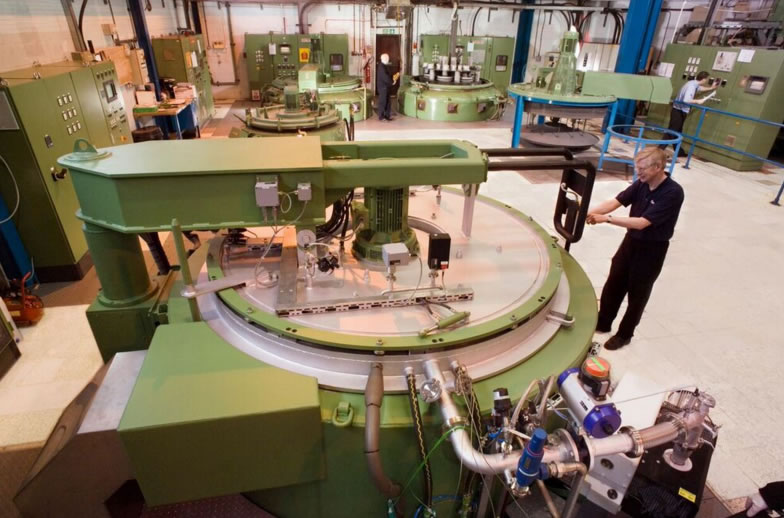
Hot Isostatic Pressing advanced from what was originally a laboratory technique. Not only did the production process develop, but the applications and part sizes expanded into new areas.
Examples of parts HIPed in large volumes include, but are not limited to: hot section and structural gas turbine components (both dynamic and static); aerospace structural and engine parts; implantable medical devices; automotive engine components; valve bodies and other petrochemical processing equipment; critical munitions pieces; tooling, die and general engineering parts; sputtering targets; and PM (powder metal) alloy billets and near net shapes.
Most metal alloys along with many composites, polymers and ceramics can be HIPed, including nickel, cobalt, tungsten, titanium, molybdenum, aluminium, copper and iron based alloys; oxide and nitride ceramics; glasses; intermetallics; and premium plastics. more »

Developed in 1985, the S³P treatments including Kolsterising© involve low temperature diffusion of large quantities of carbon and/or nitrogen into the surface without the formation of chromium precipitations. Only those chemical elements present at the time of treatment are in the finished product; and no new elements are introduced during the process. There is no risk of delamination because S³P processes neither add a coating nor introduce brittle phases in the material.
Many stainless steel metal-on-metal applications in Food Manufacturing and Production, Industrial Fluid Handling, Fastener, and Medical Device industries require outstanding corrosion resistance coupled with non-galling behaviour. Galling resistance in stainless steel metal–on–metal applications can be achieved through Bodycote’s Specialty Stainless Steel Processes (S³P) while preserving the corrosion resistance properties of the base material.
S³P processes are used for products across a wide range of markets from precision medical tools to automotive components.
S³P is now offered by Bodycote worldwide.
more »

Developed in Germany, Corr-I-Dur® is a proprietary Bodycote technology.
Unhappy with the environmental implications of using salt bath nitrocarburising with post-oxidation to increase wear resistance and corrosion resistance in low alloyed steels, engineers at Bodycote looked to provide a more environmentally friendly alternative. At the same time, they were also looking for an alternative to replace galvanic coatings on automotive parts.
Corr-I-Dur® was developed as a more environmentally friendly alternative. Corr-I-Dur® is a gaseous process based upon the nitrocarburising/post oxidation technology which replaced the salt baths but kept the same properties. From lab experiments to industrial process, it took several years to develop and validate the process for the wider industry.
Bodycote tailored this process for the new generation of automotive brake pistons and ball studs which were previously coated. This required dedicated equipment, even an in-house plant to run the process. The first plant opened in 2002. A joint patent was obtained in the United States for brake pistons in combination with the Corr-I-Dur® process.
The process is currently undertaken across Europe and the United States.
more »