
Stale nierdzewne wraz ze stopami na bazie niklu są często wybierane do wielu zastosowań w środowiskach korozyjnych. Podczas gdy odporność na korozję czyni je korzystnym wyborem, słabe zachowanie trybologiczne może uniemożliwić szersze zastosowanie tych materiałów. Proces Kolsterising® jest sprawdzoną metodą utwardzania powierzchni tych materiałów poprzez dyfuzję węgla. Niniejszy artykuł ma na celu podkreślenie poprawy właściwości mechanicznych, w tym odporności na zacieranie, odporności na zużycie i erozję kawitacyjną. Nietypowo, ze względu na charakter procesu, właściwości te są zwykle poprawiane bez zwykle związanego z tym zmniejszenia odporności na korozję. Poprawa właściwości zostanie zademonstrowana przy użyciu zarówno nowych, jak i istniejących danych z Europy i Ameryki Północnej.
Jeśli ciekłe lub gazowe media i cząstki stałe wejdą w kontakt z powierzchnią materiałów odpornych na korozję, istnieje ryzyko przedwczesnego zużycia. Ponadto w przypadku elementów zaworów, w których występuje ciśnienie, kluczowe znaczenie ma zachowanie integralności strukturalnej, ponieważ przedwczesne zużycie i zatarcie może spowodować utratę skuteczności lub awarię. Wiele powłok i procesów obróbki cieplnej było historycznie wykorzystywanych do zwalczania tych problemów. Nowszą technologią jest niskotemperaturowy proces utwardzania powierzchni w celu ochrony elementów zaworów w trudnych warunkach.
Austenityczne stale nierdzewne
Zalety i wady austenitycznych stali nierdzewnych są dobrze znane, a pozytywne aspekty, takie jak wysoka odporność na korozję, wysoka wytrzymałość i właściwości niemagnetyczne, są wykorzystywane od wielu lat. Jednak nieodłączne wady, takie jak niska wytrzymałość, niska odporność na zużycie i podatność na korozję wżerową, naprężeniową i szczelinową, uniemożliwiły ich wykorzystanie w niektórych zastosowaniach.
Konwencjonalne nawęglanie
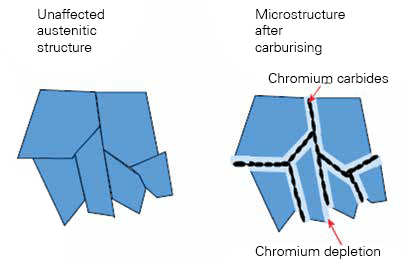
Zazwyczaj w konwencjonalnym nawęglaniu lub azotowaniu, węgliki chromu lub azotki tworzą się na granicach ziaren z powodu wysokich temperatur procesu (>500 ºC). Prowadzi to do zubożenia chromu i utraty odporności na korozję, patrz rysunek 1.
Kolsterising®
W opatentowanym procesie Kolsterising® węgiel jest dyfundowany międzywęzłowo w matrycy FCC, powodując szczątkowe naprężenia ściskające (patrz rysunki 2 i 3). Ze względu na niskie temperatury, w rozszerzonym austenicie, często nazywanym fazą SP, nie tworzą się węgliki chromu. W rezultacie twardość powierzchni jest znacznie zwiększona bez utraty odporności na korozję.


Szczegóły procesu
Proces Kolsterising® nigdy nie został opatentowany, więc rzeczywiste parametry pozostają własnością Bodycote. Podstawowe szczegóły są jednak następujące:
- Twardość powierzchni zwykle wzrasta do 800-1200 HV0,05 (co odpowiada 65-72 HRc).
- Low temperature process (< 500ºC or < 932ºF)
- Węgiel rozproszony na powierzchni w dużych ilościach (zazwyczaj 8-10% wag.)
- Warstwa dyfuzyjna o grubości od 10 do 40 μm (od 0,0004" do 0,00157") utworzona w austenitycznej stali nierdzewnej
- Możliwość obróbki małych części luzem, jak również większych części z indywidualną obróbką
- Brak zmian rozmiaru spowodowanych niskimi temperaturami
Aby proces był najbardziej skuteczny, konieczne jest usunięcie lub przynajmniej zminimalizowanie obecności δ-ferrytu i martenzytu odkształceniowego, patrz rysunek 4.

Program testów mechanicznych
Nowy program
Program testowy został opracowany we współpracy z zakładem Bodycotew Skokie, IL. Próbki materiału pochodziły z lokalnej huty stali i zostały wybrane ze względu na dostępność, a nie optymalny rozwój właściwości. W programie wykorzystano stopy AISI 304, AISI 316 i stop duplex SAF 2205. Materiał został podzielony na partie, jedną referencyjną (nieobrobioną) i jedną do Kolsterising®. Partia Kolsterising® zostały przed obróbką poddane obróbce cieplnej w roztworze próżniowym.
Właściwości mechaniczne i twardość
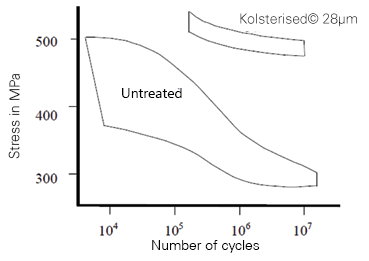
Na próbkach tych przeprowadzono różne testy. Wyniki przedstawione poniżej dotyczą bardziej znaczących właściwości mechanicznych. Wytrzymałość zmęczeniowa jest zwykle zwiększona o 10 do 100%, patrz rysunek 5.
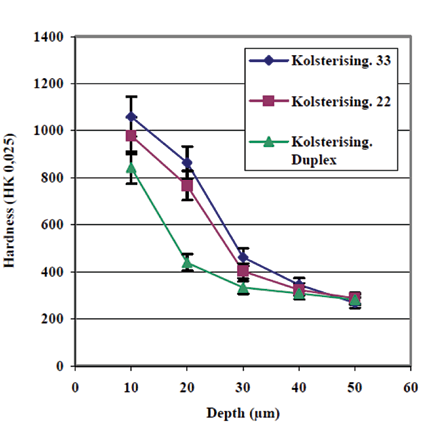
Twardość powierzchni ma pierwszorzędne znaczenie dla zwiększenia odporności na zużycie i zacieranie. Istnieją trzy "normalne" obróbki Kolsterising® : 33 mikrony, 22 mikrony i duplex. Oznaczenia "33" i "22" odnoszą się do nominalnej głębokości warstwy w mikronach. Specjalna obróbka jest konieczna dla stopów duplex, ponieważ istnieje ryzyko kruchości w wysokich temperaturach obróbki.
Twardość powierzchni powinna być mierzona za pomocą mikro-Vickersa lub Knoopa, przy maksymalnym obciążeniu 50 gf. Patrz pomiar profilu twardości na rysunku 6 dla różnych rodzajów obróbki na znormalizowanej próbce 316L wyżarzonej w roztworze.
Wkurzający opór
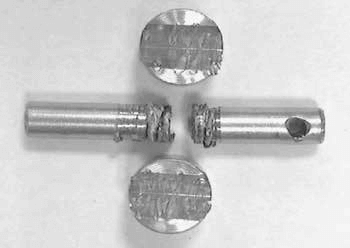
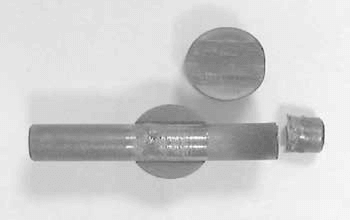
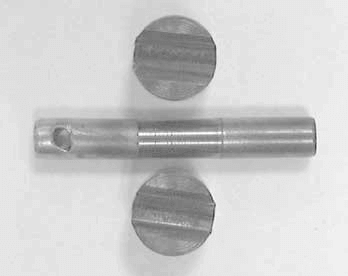
Brak odporności na zacieranie jest poważną wadą austenitycznych stali nierdzewnych i jest szeroko opisywany. Test Faville'a został wykorzystany do oceny odporności każdej próbki na zacieranie. W tym teście, wał jest obracany z prędkością 330 obr/min, podczas gdy jest trzymany w parze szczęk z siłą zamykającą 707 N. Poniższe fotografie przedstawiają wał i szczęki po testach dla trzech warunków: bez obróbki (rysunek 7), konwencjonalne azotowanie (rysunek 8).
azotowanie (rysunek 8) i Kolsterising® (rysunek 9).
odporność na zużycie
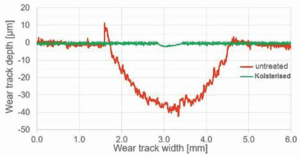
Test zużycia kulki na tarczy. Kulka z tlenku glinu o średnicy 5 mm została dociśnięta do cylindrycznej powierzchni obracającej się tarczy z siłą 20 N. Pod wpływem nacisku tarcza obracała się z prędkością około 50 mm/s. Obrót trwał nieco ponad 2,5 godziny, dając ciągły ślad zużycia o długości 500 m w poprzek tarczy. Test został przeprowadzony na nieobrobionym materiale 316L i 316L z zastosowanym Kolsterising® . Po zakończeniu testów próbki zostały zmierzone dotykowo za pomocą profilometru. Profile powierzchni obu próbek pokazano na rysunku 10. W przypadku próbki niepoddanej obróbce widoczna jest duża objętość zużycia, podczas gdy próbka poddana kolsteryzacji wykazuje jedynie pewne osadzenie na powierzchni.
Podsumowanie i wnioski
W środowiskach korozyjnych austenityczne i dupleksowe stale nierdzewne są często pierwszym wyborem projektantów i użytkowników. Jednak ze względu na słabe właściwości trybologiczne materiału, a zwłaszcza niską odporność na zużycie, stanowią one szczególne wyzwanie.
W celu zwiększenia wydajności mechanicznej przy jednoczesnym zachowaniu plastyczności materiału bazowego, można zastosować powłoki lub twarde okładziny. Ta metoda poprawy zużycia może być potencjalnie ryzykowna ze względu na możliwe odpryski, korozję pod powłoką lub wysokie nakłady na przeróbkę, które zwiększają całkowite koszty.
Optymalnym rozwiązaniem dla uzyskania twardej, ale nadal ciągliwej powierzchni, bez konieczności modyfikacji, jest utwardzanie powierzchniowe Kolsterising® . Ze względu na wysoką ciągliwość związaną z bardzo wysokimi naprężeniami ściskającymi, wpływ zużycia i zacierania może być znacznie zmniejszony w przypadku wielu zastosowań i materiałów ze stali nierdzewnej. Ma to kluczowe znaczenie w przypadku elementów zawierających ciśnienie, takich jak korpusy i gniazda zaworów, a także innych elementów zaworów, takich jak elementy złączne.
Analizując dane z nowych i istniejących testów mechanicznych, jasne jest, że niektóre kluczowe właściwości mechaniczne austenitycznych stali nierdzewnych i stopów na bazie niklu można poprawić dzięki zastosowaniu procesu Kolsterising® .
- Twardość powierzchni jest znacznie zwiększona, w zakresie od 800 do 1200 HV0.05 (co odpowiada od 65 do 72HRc).
- Odporność na korozję jest zachowana, a nawet poprawiona (brak tworzenia się węglików).
- Odporność na zacieranie jest znacznie zwiększona
- Zwiększone właściwości ścierne
- Wpływ erozji kawitacyjnej jest ograniczony
- Właściwości zmęczeniowe wykazują znaczną poprawę
Warto również wspomnieć, że ze względu na niską temperaturę obróbki, komponenty nie wykazują zmian wymiarów ani koloru, a hartowanie jest jednolite na ostrych krawędziach i wewnątrz otworów, ślepych otworów i szczelin o wielkości zaledwie kilku mikronów.
Ten artykuł został po raz pierwszy opublikowany w Valve World Americas - wrzesień 2021 r.