
Nikel bazlı alaşımlarla birlikte paslanmaz çelikler genellikle korozif ortamlardaki birçok uygulama için seçilir. Korozyona karşı direnç onları uygun bir seçim haline getirirken, zayıf tribolojik davranış bu malzemelerin daha geniş kullanımını engelleyebilir. Kolsterising® işlemi, karbon difüzyonu yoluyla bu malzemelerin yüzey sertleştirilmesi için kanıtlanmış bir yöntemdir. Bu makalenin amacı, safra direnci, aşınma direnci ve kavitasyon erozyonu dahil olmak üzere mekanik özelliklerde tipik olarak görülen iyileştirmeleri vurgulamaktır. Prosesin doğası gereği, bu özellikler genellikle korozyon direncinde olağan ilişkili azalma olmaksızın iyileştirilmektedir. Özellik iyileştirmeleri, Avrupa ve Kuzey Amerika'dan hem yeni hem de mevcut veriler kullanılarak gösterilecektir.
Sıvı veya gaz ortamının ve partiküllerin korozyona dayanıklı malzemelerin yüzeyiyle temas etmesi halinde erken aşınma riski ortaya çıkar. Buna ek olarak, vanalardaki basınç içeren bileşenlerin yapısal bütünlüğünü koruması hayati önem taşır, çünkü bu erken aşınma ve safralaşma etkinlik kaybına veya arızaya neden olabilir. Bu sorunlarla mücadele etmek için tarihsel olarak birçok kaplama ve ısıl işlem prosesi kullanılmıştır. Daha yeni bir teknoloji, zorlu ortamlarda vana bileşenlerini korumak için düşük sıcaklıkta yüzey sertleştirme işlemidir.
Östenitik paslanmaz çelikler
Östenitik paslanmaz çeliklerin artıları ve eksileri iyi bilinmektedir ve yüksek korozyon direnci, yüksek tokluk ve manyetik olmayan özellikler gibi olumlu yönlerinden uzun yıllardır yararlanılmaktadır. Bununla birlikte, düşük mukavemet, düşük aşınma direnci ve çukurlaşma, gerilme ve çatlak korozyonuna yatkınlık gibi doğal zayıflıkları, bazı uygulamalarda kullanımlarını olumsuz etkilemiştir.
Konvansiyonel karbürleme
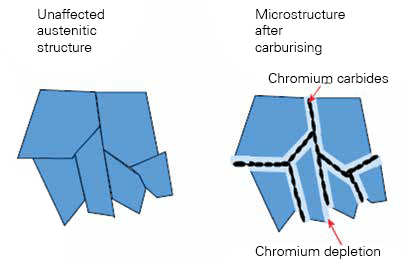
Tipik olarak, geleneksel karbürleme veya nitrürlemede, yüksek işlem sıcaklıkları (>500 ºC) nedeniyle tane sınırlarında krom karbürler veya nitrürler oluşur. Bu durum kromun tükenmesine ve korozyon direncinin kaybolmasına yol açar, bkz. şekil 1.
Kolsterising®
Tescilli Kolsterising® prosesinde karbon, FCC matrisi içinde ara katmanlara dağılarak artık basınç gerilmelerine neden olur (bkz. Şekil 2 ve 3). Düşük sıcaklıklar nedeniyle, genellikle SPhase olarak adlandırılan genişletilmiş östenitte krom karbürler oluşmaz. Sonuç olarak, yüzey sertliği korozyon direncinde kayıp olmaksızın önemli ölçüde artar.


Süreç ayrıntıları
Kolsterising® prosesi hiçbir zaman patentlenmemiştir, bu nedenle gerçek parametreler Bodycote'a özeldir. Ancak temel ayrıntılar şunlardır:
- Yüzey sertliği tipik olarak 800 ila 1200 HV0.05'e kadar yükselmiştir (65 ila 72 HRc'ye eşdeğer)
- Low temperature process (< 500ºC or < 932ºF)
- Karbon yüzeye büyük miktarlarda yayılmıştır (tipik olarak ağırlıkça %8-10)
- Östenitik paslanmaz çelikte oluşan 10 ila 40 μm (0,0004" ila 0,00157") difüzyon tabakası
- Küçük parçaların toplu olarak işlenebilmesinin yanı sıra daha büyük parçaların tek tek işlenebilmesi
- Düşük sıcaklıklar nedeniyle boyutta değişiklik olmaz
İşlemin en başarılı olması için, δ-ferrit ve deformasyon martenzitinin varlığını ortadan kaldırmak veya en azından en aza indirmek gerekir, bkz. şekil 4.

Mekanik test programı
Yeni program
Bodycote'un Skokie, IL'deki tesisi ile birlikte bir test programı tasarlanmıştır. Örnek malzeme yerel bir çelik fabrikasından temin edilmiş ve optimum özellik gelişiminden ziyade bulunabilirlik açısından seçilmiştir. Programda kullanılan alaşımlar AISI 304, AISI 316 ve dubleks alaşım SAF 2205 idi. Malzeme, biri referans (işlenmemiş) ve diğeri Kolsterising® için olmak üzere partilere ayrılmıştır. Bu Kolsterising® numuneler işlemden önce vakumlu çözelti ısıl işlemine tabi tutulmuştur.
Mekanik özellikler ve sertlik
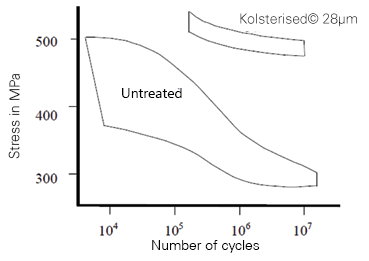
Bu numuneler üzerinde çeşitli testler tamamlanmıştır. Aşağıda gösterilen sonuçlar daha anlamlı mekanik özelliklerden elde edilen sonuçlardır. Yorulma mukavemeti tipik olarak %10 ila %100 oranında artmıştır, bkz. Şekil 5.
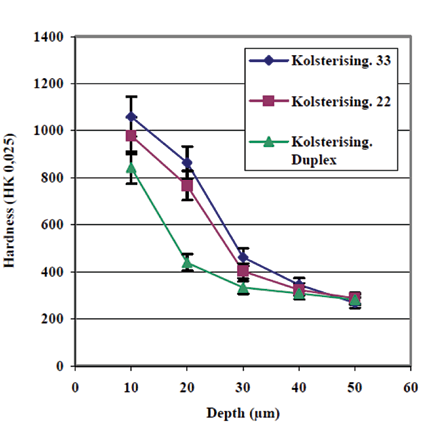
Yüzey sertliği, aşınma ve sürtünmeye karşı direncin artırılmasında birincil öneme sahiptir. Üç 'normal' Kolsterising® işlemi vardır: 33 mikron, 22 mikron ve dubleks. '33' ve '22' mikron cinsinden nominal kasa derinliğini ifade eder. Yüksek işlem sıcaklıklarında gevrekleşme riski bulunduğundan, dubleks alaşımlar için özel bir işlem gereklidir.
Yüzey sertliği, maksimum 50 gf yük kullanılarak mikro-Vickers veya Knoop ile ölçülmelidir. Standartlaştırılmış 316L çözelti tavlı numune üzerinde farklı işlemler için şekil 6'daki sertlik profili ölçümüne bakın.
Yıpratıcı direnç
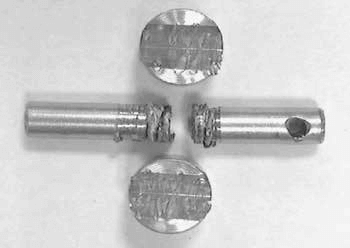
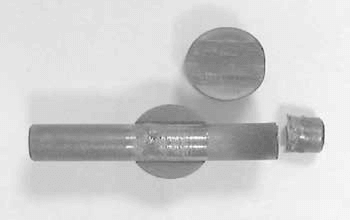
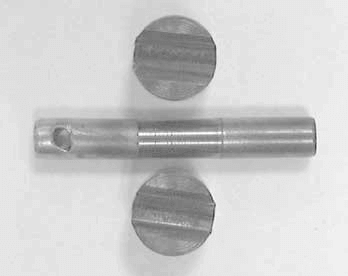
Safraya karşı direnç eksikliği, östenitik paslanmaz çeliklerin ciddi bir başarısızlığı olmuştur ve yaygın olarak rapor edilmiştir. Her bir numunenin aşınma direncini değerlendirmek için bir Faville Testi kullanılmıştır. Bu testte, bir şaft 707 N kapanma kuvvetine sahip bir çift çenede tutulurken 330 rpm'de döndürülür. Aşağıdaki fotoğraflar üç koşul için testten sonra şaftı ve çeneleri göstermektedir: işlenmemiş (şekil 7), geleneksel
nitrürleme (Şekil 8) ve Kolsterising® (Şekil 9).
Aşınma direnci
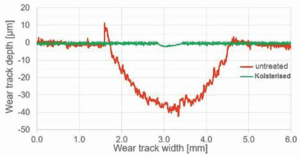
Disk üzerinde bilye aşınma testi. Ø 5 mm'lik bir alüminyum oksit bilye, dönen bir diskin silindirik yüzeyine 20 N'luk bir kuvvetle bastırılmıştır. Basınç altındayken disk yaklaşık 50 mm/s'lik bir hızla döndürülmüştür. Döndürme işlemi 2,5 saatten biraz fazla sürmüş ve disk boyunca 500 m'lik sürekli bir aşınma izi elde edilmiştir. Bu işlem, işlenmemiş 316L malzeme ve Kolsterising® uygulanmış 316L malzeme üzerinde gerçekleştirilmiştir. Test tamamlandıktan sonra numuneler bir profilometre kullanılarak dokunsal olarak ölçülmüştür. İki numunenin yüzey profilleri Şekil 10'da gösterilmektedir. İşlem görmemiş numunede yüksek bir aşınma hacmi görülürken, Kolsterize edilmiş numunede yüzeyde sadece belirli bir gömülme görülmektedir.
Özet ve sonuçlar
Korozif ortamlar için, östenitik ve dubleks paslanmaz çelikler genellikle tasarımcıların ve kullanıcıların ilk tercihidir. Bununla birlikte, malzemeye özgü zayıf tribolojik özellikler ve özellikle düşük aşınma direnci nedeniyle, özel bir zorluk teşkil ederler.
Temel malzeme sünekliğini korurken mekanik performansı artırmak için kaplamalar veya sert yüzeyler uygulanabilir. Aşınmayı iyileştirmeye yönelik bu yöntem, olası dökülme, kaplamanın altındaki korozyon sorunları veya toplam maliyetleri artıran yüksek yeniden işleme çabaları nedeniyle potansiyel olarak riskli olabilir.
Modifikasyona gerek kalmadan sert ancak yine de sünek bir yüzey için en uygun çözüm Kolsterising® yüzey sertleştirmedir. Çok yüksek basınç gerilmeleri ile ilişkili yüksek süneklik nedeniyle, aşınma ve safra etkisi birçok uygulama ve paslanmaz çelik malzeme için büyük ölçüde azaltılabilir. Bu, vana gövdeleri ve yuvaları gibi basınç içeren bileşenlerin yanı sıra bağlantı elemanları gibi diğer vana bileşenleriyle uğraşırken hayati önem taşır.
Yeni ve mevcut mekanik testlerden elde edilen veriler incelendiğinde, östenitik paslanmaz çeliklerin ve Nikel bazlı alaşımların bazı temel mekanik özelliklerinin Kolsterising® prosesi kullanılarak iyileştirilebileceği açıktır.
- Yüzey sertliği 800 ila 1.200 HV0,05 (65 ila 72HRc'ye eşdeğer) aralığında önemli ölçüde artar
- Korozyona dayanıklılık özellikleri iyileştirilmese bile korunur (karbür oluşumu olmaz)
- Safraya karşı direnç büyük ölçüde artar
- Aşınma özellikleri artar
- Kavitasyon erozyonu etkileri azaltılır
- Yorulma özellikleri büyük bir gelişme gösteriyor
Ayrıca, düşük işlem sıcaklığı nedeniyle, bileşenlerin boyutlarında veya renginde herhangi bir değişiklik olmadığı ve sertleşmenin keskin kenarlarda, deliklerin içinde, kör deliklerde ve birkaç mikron kadar küçük boşluklarda eşit olduğu da belirtilmelidir.
Bu makale ilk olarak Valve World Americas - Eylül 2021'de yayınlanmıştır.