

Históricamente, el primer implantador de iones fue de helio, construido y puesto en funcionamiento en 1911 en el Laboratorio Cavendish de Cambridge por Ernest Rutherford y sus estudiantes. En 1949, Shockley solicitó una patente, "Semiconductor Translating Device", que describía la fabricación de uniones p-n mediante la implantación de iones. En 1954, presentó otra patente, "Forming of Semiconductor Devices by Ionic Bombardment" (Formación de dispositivos semiconductores por bombardeo iónico), que ofrecía una descripción fundamental de los equipos de implantación iónica.
Entre 1960 y 1976, la fabricación de equipos comerciales de implantadores de iones se afianzó. En 1976, Varian Associates desarrolló el modelo DF-4, el primer implantador de iones en línea, de oblea a oblea, de alto rendimiento (unas 200 obleas por hora) y, a finales de 1978, se convirtió en el sistema comercial de implantación de iones más utilizado del mundo. Al principio, el desarrollo de la tecnología de implantación de iones se utilizó para dopar (es decir, introducir iones dopantes como boro, fósforo o arsénico) materiales semiconductores para las industrias de circuitos integrados y pasaron varios años antes de que se utilizara para mejorar las propiedades de los metales.
La implantación iónica moderna es la modificación física y/o química del material de la superficie sin elevar la temperatura del sustrato bombardeando el material con un haz de iones de muy alta energía. Este proceso mejora las propiedades de la superficie (de 1/10 µm a 10µm), lo que beneficia a aplicaciones de todos los sectores industriales.
El proceso en acción
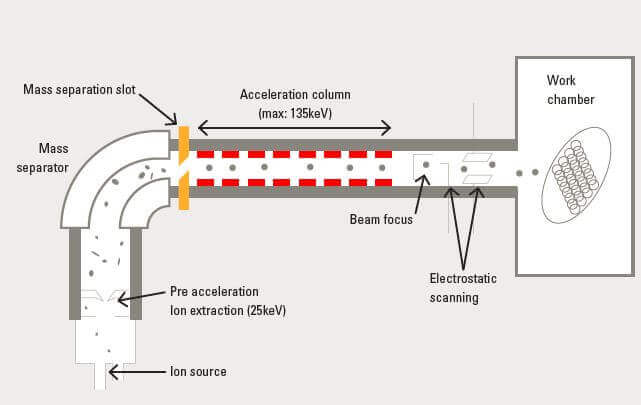
The ion implantation technique involves bombarding the surface material with specific ions (secondary vacuum pressure < 10-5 mbar) whose energy are around 100keV. On metallic substrate, penetration into the material is very intense and the ions are fixed, losing their energy after collision with the substrate atoms.
When applied to polymers, the temperature is lower(< 100°C). This cold plasma vacuum treatment alters the material structure up to a depth of several micrometres without increasing its thickness because it is not a coating.
¿Cuáles son las ventajas de la implantación iónica?
- Aumenta la dureza superficial de las piezas, ofreciendo una excelente resistencia al desgaste adhesivo
- Reduce el coeficiente de fricción, mejora la propiedad antigripaje de las piezas
- Aumenta el umbral de fatiga sin aumentar la temperatura, lo que preserva las propiedades mecánicas del material.
- Sin deformación geométrica de las piezas
- Preserva el acabado superficial (pulido espejo, por ejemplo) y las propiedades mecánicas (aceros templados a baja temperatura, por ejemplo).
- Sin riesgo de deslaminación (no es un revestimiento), sin descamación
- Aplicable a metales, polímeros y elastómeros
 ¿Cuáles son las aplicaciones de la implantación iónica?
¿Cuáles son las aplicaciones de la implantación iónica?
 ¿Cuáles son las aplicaciones de la implantación iónica?
¿Cuáles son las aplicaciones de la implantación iónica?- PLÁSTICOS, POLÍMEROS Y ELASTÓMEROS (PE, PP, HNBR, etc.)
- Industria farmacéutica: juntas, arandelas, etc.
- Industria médica: jeringuillas, tapones, membranas, implantes de silicona, etc.
- Piezas de automóviles: Juntas en V, juntas labiadas, juntas tóricas, conectores, etc.
- PIEZAS METÁLICAS (titanio, aluminio, metales preciosos, etc.)
- Componentes de precisión y micromecanismos, piezas de alta tecnología para las industrias aeronáutica y de defensa.
- Industria médica: prótesis, etc.
- Productos de lujo: tratamientos para componentes de relojes, etc.
Si desea más información sobre la implantación de iones, póngase en contacto con Bodycote