

Historiskt sett var den första jonimplanteraren heliumbaserad och konstruerades och togs i drift 1911 vid Cavendish Laboratory i Cambridge av Ernest Rutherford och hans studenter. År 1949 ansökte Shockley om patent på ”Semiconductor Translating Device”, där han beskrev tillverkningen av p-n-övergångar med hjälp av jonimplantering. År 1954 ansökte han om ytterligare ett patent, ”Forming of Semiconductor Devices by Ionic Bombardment”, som gav en grundläggande beskrivning av utrustning för jonimplantering.
Mellan 1960 och 1976 etablerades den kommersiella tillverkningen av jonimplanteringsutrustning på allvar. År 1976 utvecklade Varian Associates modellen DF-4, den första jonimplanteraren för kontinuerlig bearbetning av skiva efter skiva med hög genomströmning (cirka 200 skivor per timme), och i slutet av 1978 hade den blivit det mest använda kommersiella jonimplanteringssystemet i världen. Inledningsvis användes utvecklingen av jonimplanteringstekniken för att dopa (dvs. införa dopantjoner såsom bor, fosfor eller arsenik) halvledarmaterial för IC-industrin, och det dröjde flera år innan den började användas för att förbättra metallers egenskaper.
Modernjonimplantering innebär en fysikalisk och/eller kemisk modifiering av ytmaterialet utan att substratets temperatur höjs, genom att materialet bestrålas med en stråle av joner med mycket hög energi. Denna process förbättrar ytens egenskaper (från 1/10 µm till 10 µm), vilket gynnar tillämpningar inom alla industrisektorer.
Processen i praktiken
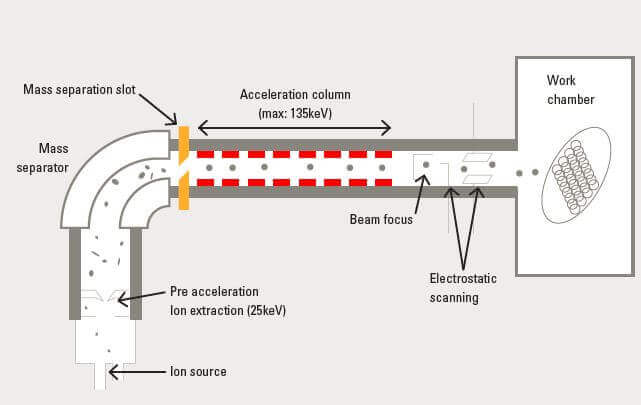
The ion implantation technique involves bombarding the surface material with specific ions (secondary vacuum pressure < 10-5 mbar) whose energy are around 100keV. On metallic substrate, penetration into the material is very intense and the ions are fixed, losing their energy after collision with the substrate atoms.
When applied to polymers, the temperature is lower(< 100°C). This cold plasma vacuum treatment alters the material structure up to a depth of several micrometres without increasing its thickness because it is not a coating.
Vilka är fördelarna med jonimplantering?
- Ökar ythårdheten hos komponenterna och ger utmärkt motståndskraft mot adhesivt slitage
- Minskar friktionskoefficienten och förbättrar komponenternas motståndskraft mot fastkörning
- Höjer utmattningsgränsen utan att öka temperaturen, vilket bevarar materialets mekaniska egenskaper
- Ingen geometrisk deformation av delarna
- Bevarar ytfinishen (t.ex. spegelblank yta) och de mekaniska egenskaperna (t.ex. lågtemperaturhärdat stål)
- Ingen risk för delaminering (detta är ingen beläggning), ingen flagning
- Lämplig för metaller, polymerer och elastomerer
 Vilka är användningsområdena för jonimplantering?
Vilka är användningsområdena för jonimplantering?
 Vilka är användningsområdena för jonimplantering?
Vilka är användningsområdena för jonimplantering?- PLAST, POLYMERER OCH ELASTOMERER (PE, PP, HNBR m.fl.)
- Läkemedelsindustrin: tätningar, brickor m.m.
- Medicinsk industri: sprutor, lock, membran, silikonimplantat m.m.
- Bildelar: V-packningar, läpppackningar, O-ringar, kopplingar m.m.
- METALLDELAR (titan, aluminium, ädelmetaller m.m.)
- Precisionskomponenter och mikromekanismer, högteknologiska delar för flyg- och försvarsindustrin.
- Medicinsk industri: proteser m.m.
- Lyxprodukter: behandling av klockkomponenter m.m.
För mer information om jonimplantering, vänligen kontakta Bodycote