

Artykuły
Często zadawane pytania dotyczące Kolsterising®
 Kolsterising®®zastrzeżona przez Bodycote, to technologia, która znacznie poprawia właściwości mechaniczne materiałów odpornych na korozję. Poniżej znajdują się odpowiedzi na niektóre z najczęściej zadawanych przez naszych klientów pytań.
Kolsterising®®zastrzeżona przez Bodycote, to technologia, która znacznie poprawia właściwości mechaniczne materiałów odpornych na korozję. Poniżej znajdują się odpowiedzi na niektóre z najczęściej zadawanych przez naszych klientów pytań.
Konwencjonalna obróbka cieplna, taka jak azotowanie lub azotonawęglanie, negatywnie wpływa na właściwości antykorozyjne stopów stali nierdzewnej. W przeciwieństwie do konwencjonalnej obróbki, proces Kolsterising® może utwardzić powierzchnię i utrzymać odporność na korozję tych stopów, ponieważ jest przeprowadzany w niższych temperaturach. Podczas procesu węgiel jest dyfundowany do powierzchni części, tworząc super nasycony roztwór stały, powszechnie znany jako faza S lub austenit ekspandowany. Ze względu na stosowane niskie temperatury procesu, tworzenie węglików chromu i/lub azotków będzie tłumione, zachowując w ten sposób pasywną warstwę powierzchniową tlenku chromu, która zapewnia odporność tych systemów na korozję.
Właściwości takie jak odporność na ścieranie, wytrzymałość zmęczeniowa, próg zacierania i frettingu oraz odporność na kawitację ulegają znacznej poprawie. Nie dojdzie do rozwarstwienia ani łuszczenia, ponieważ utwardzona strefa nie jest powłoką. Jako powtarzalne i niezawodne rozwiązanie, miliony komponentów poddanych obróbce S³P są wykorzystywane w szerokim zakresie branż, od sektora motoryzacyjnego, przez przemysł offshore, po technologię medyczną.
Jakie materiały można obrabiać za pomocą Kolsterising®?
Prawie wszystkie austenityczne i dupleksowe stale nierdzewne, stopy Ni-base i Co-Cr.
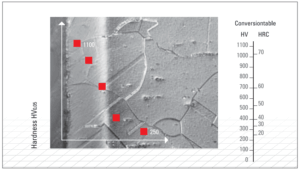
Jaką twardość powierzchni można osiągnąć?
Twardość może się nieznacznie różnić w zależności od rodzaju materiału, ale najpopularniejsze austenityczne (1.4404 / AISI 316L) i dupleksowe stale nierdzewne (1.4462 / AISI 2205), Ni-base (2.4668 / Inconel 718) i stopy Co-Cr (2.4964 / Alloy 25) mogą osiągnąć mikrotwardość > 1000 HV (konwersja: ~ 70 HRC). Zapytaj naszych specjalistów, czy Twój materiał może być również hartowany.1
Czy powierzchnia jest krucha?
Nie. Ponieważ węgiel/azot pozostaje w roztworze w mikrostrukturze strefy dyfuzji (węgiel jest międzywęzłowo rozpuszczony w sieci sześciennej (fcc)), nie zachodzą żadne zmiany fazowe. W rezultacie właściwości plastyczne austenitycznego materiału bazowego nie ulegają zmianie. Proces ten zapewnia również płynne przejście od utwardzonej powierzchni do miękkiego rdzenia. To dodatkowo pomaga w utrzymaniu plastyczności. Czysty węgiel S-Phase zachowuje się bardzo plastycznie, nawet przy gwałtownych uderzeniach, jak widać poniżej.
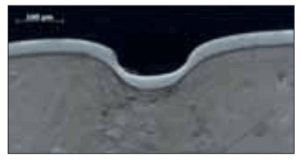
Przekrój poddanej obróbce stali nierdzewnej AISI 316L po szybkim, silnym odkształceniu (test młotka i gwoździa)
Czy konieczne jest ponowne lakierowanie części po obróbce? Czy ma to wpływ na wygląd optyczny lub wymiary?
Nie, renowacja nie jest konieczna. Niskotemperaturowa dyfuzja węgla nie wpływa na kształt ani rozmiar części, nawet w przypadku wąskich tolerancji. Nie zmienia się również kolor ani wygląd. W przypadku wysoce wypolerowanej powierzchni o lustrzanym wykończeniu może pojawić się niewielki wzrost chropowatości powierzchni. (2)
Czy ma to wpływ na odporność na korozję?
Ze względu na niskie temperatury obróbki (poniżej 500 °C) nie wytrącają się węgliki chromu. Węgiel jest rozpuszczany międzywęzłowo, a ochronna warstwa pasywna jest jednolita i gęsta po obróbce. (3)
Jakie głębokości dyfuzji można osiągnąć?
Zależy to od rodzaju materiału i wybranego procesu. Zazwyczaj jest to głębokość pomiędzy 10 a 40 µm. (1)
Jakie są maksymalne i minimalne dopuszczalne wymiary i wagi?
Maksymalne wymiary części to Ø 480 mm x 560 mm przy maksymalnej wadze 250 kg. Nie ma prawie żadnych minimalnych ograniczeń dotyczących rozmiaru i wagi części.
Czy cała powierzchnia jest poddawana obróbce?
Obrabiana jest cała powierzchnia części, w tym bardzo małe otwory i nawiercenia. Obróbka nie jest zależna od linii wzroku.
Czy możliwa jest obróbka materiałów litych?
Tak, jest to możliwe. Należy zachować ostrożność, gdy części lite mają płaskie powierzchnie. Styki punktowe i liniowe nie stanowią problemu.
Inne elementy warte odnotowania:
- W zależności od rodzaju materiału (skład chemiczny) i stanu (obróbka cieplna, ilość pracy na zimno itp.) mogą wystąpić niewielkie różnice w głębokości warstwy.
- Wygląd części po zakończeniu procesu zależy od stanu dostawy części.
- Warstwa pasywna (odporność na korozję) ma najlepsze właściwości, gdy mikrostruktura materiału bazowego jest jednorodna. Niejednorodności takie jak siarczki, martenzyt odkształceniowy i ferryt delta mogą zmniejszać odporność na korozję.