Czym się zajmujemy
Specialty Stainless Steel Processes (S³P)
Specialty Stainless Steel Processes (S³P), w tym Kolsterising® oraz ADM, zapewniają zaawansowane rozwiązania w zakresie utwardzania powierzchniowego dla stopów na bazie niklu i kobaltowo-chromowych, metali utwardzanych wydzieleniowo (PH), a także austenitycznych, duplex i martenzytycznych stali nierdzewnych – poprawiając właściwości mechaniczne i odporność na zużycie bez pogarszania odporności na korozję.
Najwyższa ochrona stali nierdzewnej.

Proces oparty na niskiej temperaturze

Mikrotwardość

Nasza największa pojemność

Głębokość dyfuzji do
Kluczowe zalety Specialty Stainless Steel Processes (S³P)

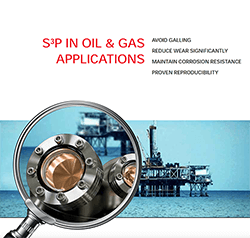
Eliminuje zacieranie, korozję cierną i znacząco redukuje zużycie.
Zapewnia długotrwałą ochronę i płynne działanie w najbardziej wymagających warunkach.

Brak zmiany wymiarów
Zapewnia zwiększoną wydajność bez uszczerbku dla precyzji.

Zwiększona wytrzymałość zmęczeniowa
Zapewnia doskonałą odporność na zużycie w wyniku powtarzających się naprężeń.

Brak ryzyka rozwarstwienia
Zapewnia stabilną, długotrwałą powierzchnię bez łuszczenia się.

Brak utraty odporności na korozję
Właściwości antykorozyjne są zachowane, zapewniając trwałą ochronę bez kompromisów.
Nasze procesy S³P polegają na dyfuzji węgla i/lub azotu w niskiej temperaturze do powierzchni materiału bez tworzenia się wydzieleń. Właściwości trybologiczne elementów ze stali nierdzewnej ulegają poprawie dzięki zastosowaniu procesu S³P. Procesy oparte na dyfuzji pozwalają uzyskać utwardzone powierzchnie stali nierdzewnej, charakteryzujące się doskonałą odpornością na zużycie oraz zwiększoną wytrzymałością zmęczeniową i odpornością na zacieranie.
Dzięki niskim temperaturom obróbki zachowana zostaje odporność na korozję, wytrzymałość i ciągliwość materiału podstawowego. Utwardzone powierzchnie nie pękają ani nie odpryskują, co stanowi znaczną przewagę nad technologiami powlekania. Podczas procesu nie wprowadza się żadnych obcych pierwiastków chemicznych, które nie były obecne przed obróbką, ani nie dodaje się ich na wierzch materiału.
S³P umożliwia Bodycote obróbkę stopów stali nierdzewnej austenitycznej, dupleksowej, martenzytycznej i utwardzanej wydzieleniowo, a także materiałów na bazie niklu i miedzi. Prosimy zwrócić się do naszych specjalistów, aby określić optymalne rozwiązanie dla danego elementu i zastosowania.
Najlepsza, sprawdzona w branży innowacja do hartowania stali nierdzewnej – bez utraty odporności na korozję – dostępna tylko w Bodycote.
Który proces S³P jest odpowiedni dla Ciebie?
Najczęściej zadawane pytania: K10, K22, K33, K Duplex
Niskotemperaturowa obróbka dyfuzyjna węgla opiera się na opatentowanym procesie Kolsterising®. Różne procesy K22, K33 i K Duplex różnią się głównie głębokością dyfuzji, ale zastrzeżona zasada fizyczna jest taka sama.
Prosimy o kontakt z naszymi specjalistami w celu sprawdzenia, czy Państwa materiał również może zostać poddany obróbce.
Poza składem chemicznym stopu, uzyskane wyniki zależą również od obróbki cieplnej i obróbki mechanicznej.
Wygląd po zakończeniu procesu zależy od warunków dostawy części.
Warstwa pasywacyjna wykazuje najlepsze właściwości, gdy mikrostruktura materiału podstawowego jest jednolita. Nierówności, takie jak siarczki, martenzyt odkształceniowy i ferryt delta, obniżają odporność na korozję.
Najczęściej zadawane pytania: S³P M, S³P A i S³P D
Opatentowane procesy dyfuzji azotu i/lub węgla w niskiej temperaturze opierają się na technologii S³P. Różne procesy S³P M (martenzytyczny), S³P A (austenityczny) i S³P D (dupleksowy) zostały zaprojektowane w celu spełnienia specjalnych potrzeb różnych grup stopów.
Prosimy zapytać naszych specjalistów, czy Państwa materiał również może zostać poddany obróbce.
Oprócz składu chemicznego stopu, wyniki zależą również od obróbki cieplnej i obróbki mechanicznej.
Warstwa pasywna ma najlepsze właściwości, gdy mikrostruktura materiału bazowego jest jednolita. Niejednorodności, takie jak siarczki, martenzyt odkształceniowy i ferryt delta zmniejszają odporność na korozję.
Chcesz uzyskać więcej informacji? Skontaktuj się z nami.
Zastosowania
Procesy S³P są stosowane w produktach na wielu rynkach, od precyzyjnych narzędzi medycznych po komponenty motoryzacyjne.
Oto kilka linków do dodatkowych informacji o tym, jak S³P zapewnia doskonałe właściwości materiału: